

High-strength non-combustible magnesium alloy
a non-combustible, high-strength technology, applied in the direction of process efficiency improvement, etc., can solve the problems of insufficient use in actual articles, poor shock absorption characteristics, and low tensile strength of non-combustible magnesium alloys, and achieve high tensile strength, high proof stress, and enhanced joint ability of high-strength non-combustible magnesium alloys
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
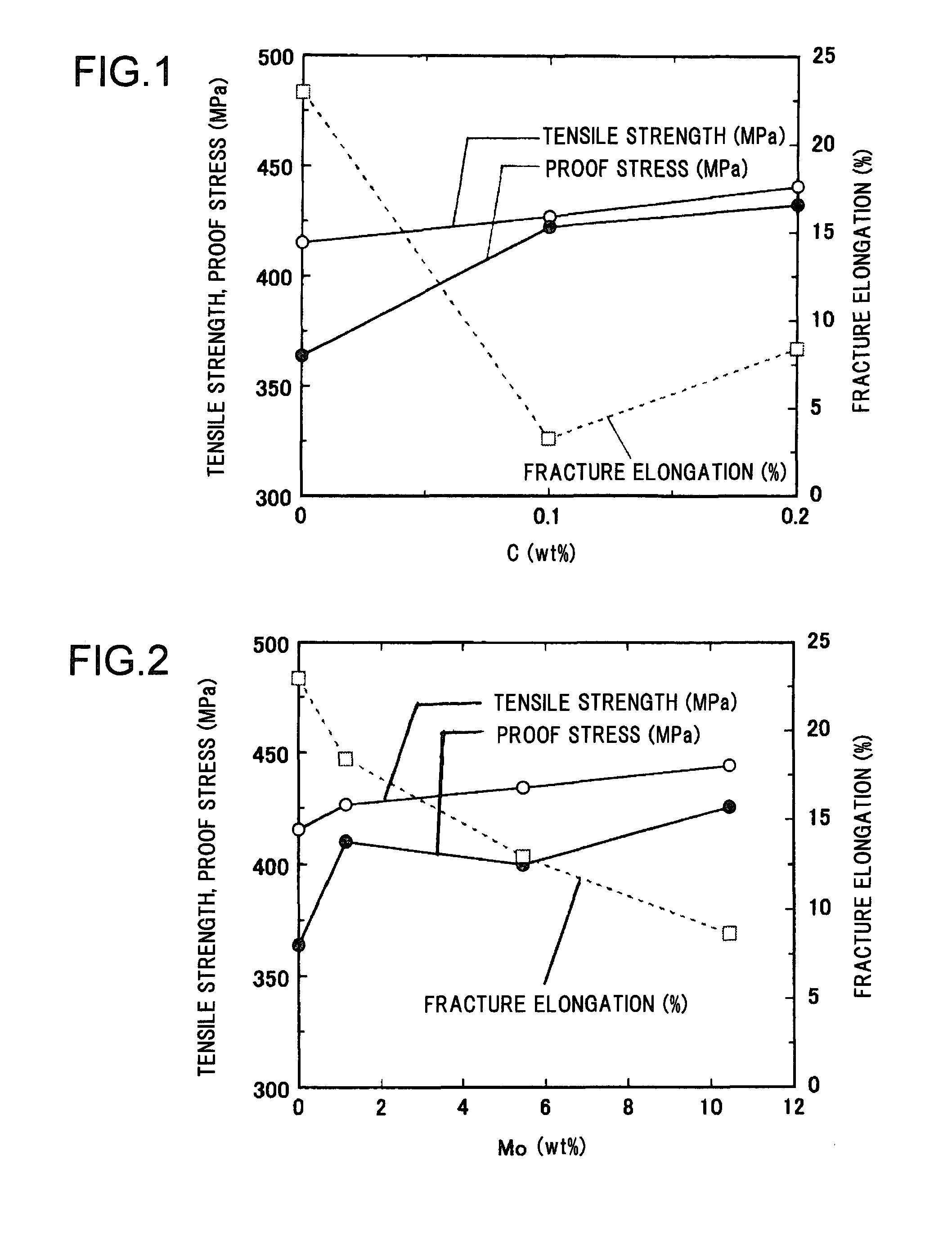
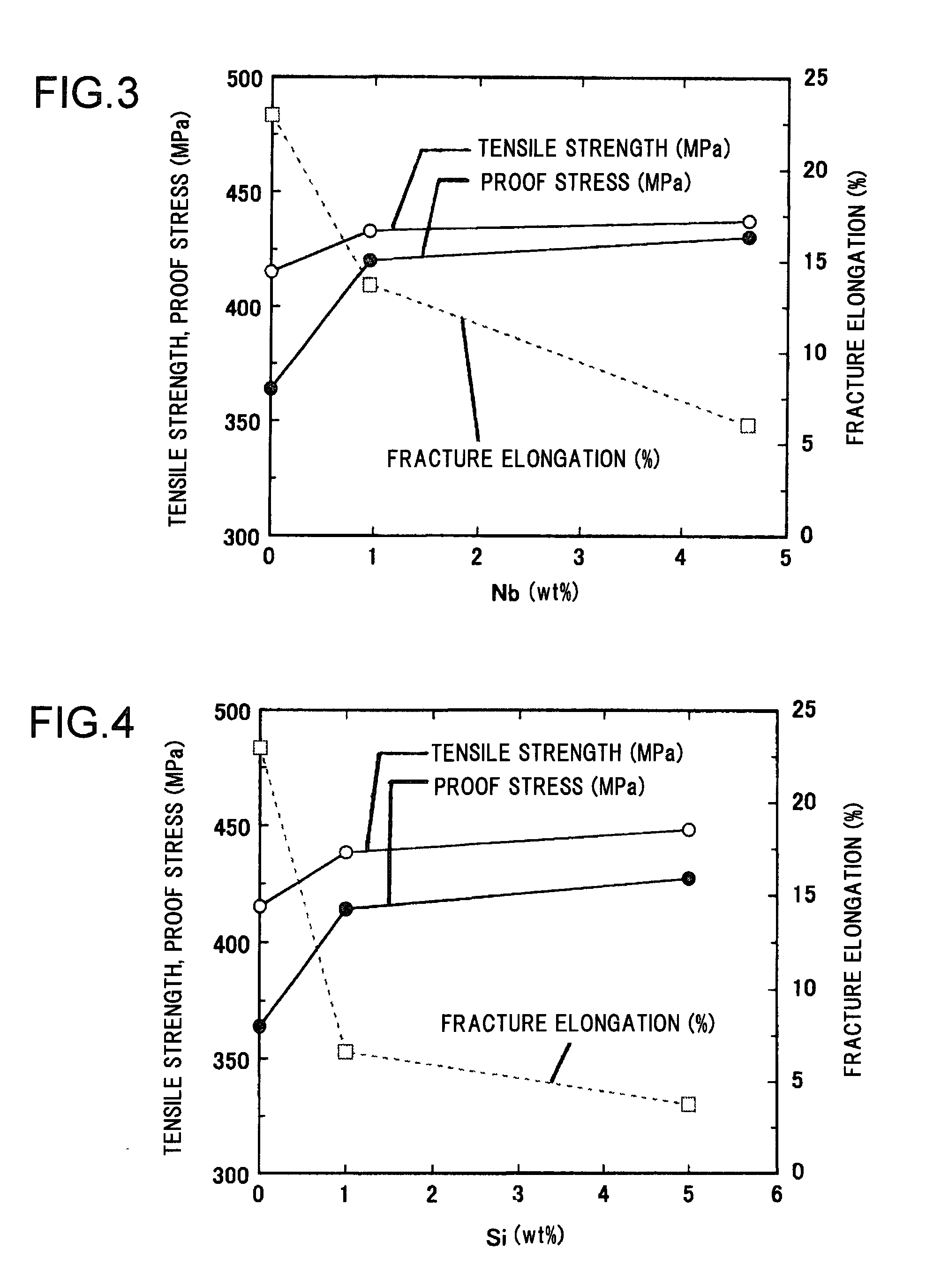
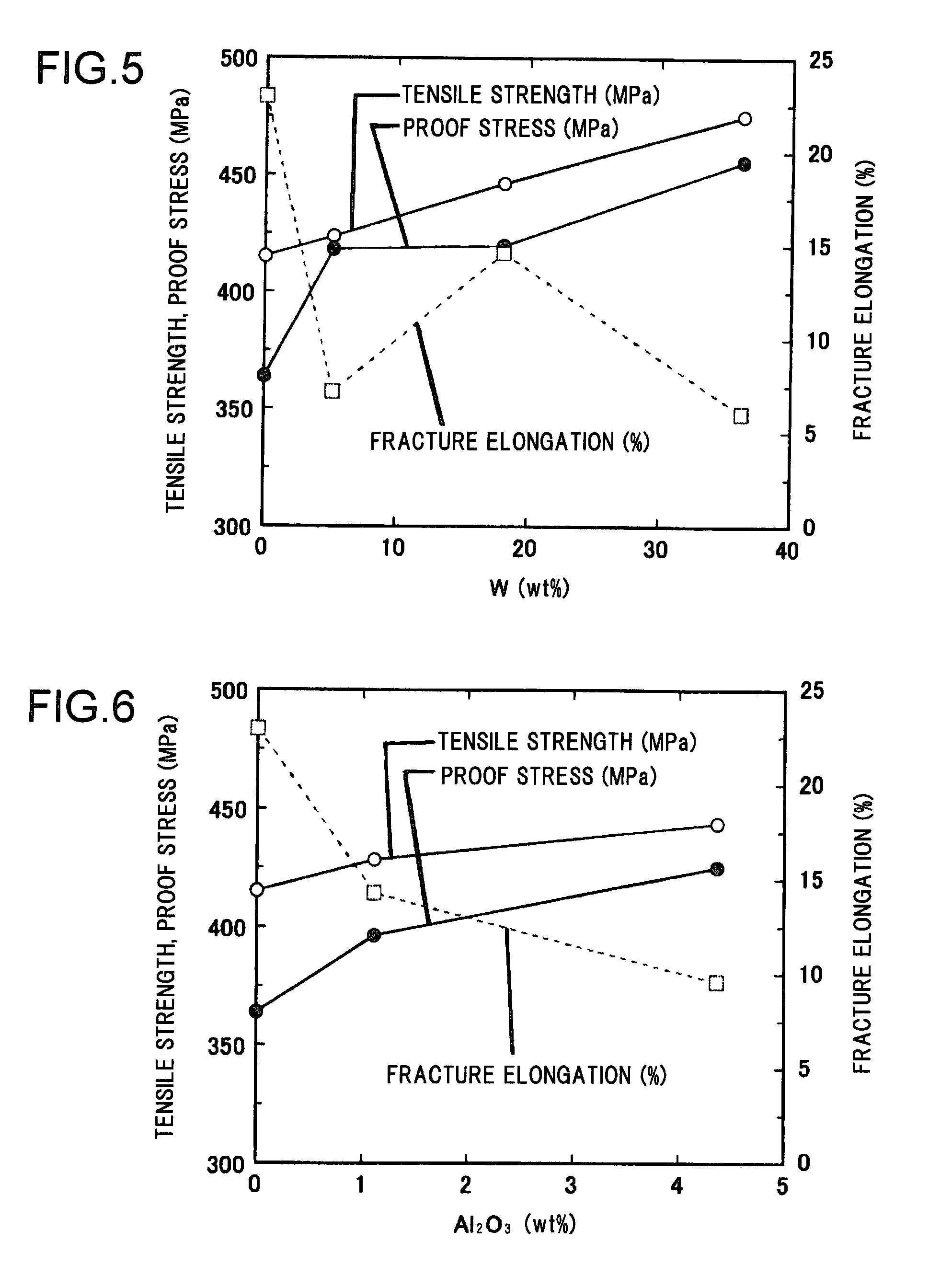
[0077]The alloy in the present example comprised a base of the non-combustible magnesium alloy “AM60B+2Ca”, having added thereto 2.0% by mass of Ca to impart non-combustibility to the AM60B alloy. To this base there were added, as supplementary additives, elements or compounds of C, Mo, Nb, Si, W, Al2O3, Mg2Si and SiC so as to yield the composition given in Table 1. Cutting chips in the form of lathe-turning waste were used as the small chip-like blocks of the alloys in the present example. These cutting chips were crushed in a ball mill to yield a crushed product. The supplementary additives were added simultaneously with crushing, to homogeneously disperse and combine the additives thereby.
[0078]The crushed products of the non-combustible magnesium alloys thus prepared in the ball mill were then solid-formed in the atmosphere by pulse electric current sintering at a sintering temperature or 480° C. for 20 minutes. The sintered compacts, in the form of billets, were then hot-extrud...
example 2
[0085]In the present example there was assessed the joining effect when using the high-strength non-combustible magnesium alloys illustrated in FIGS. 1 to 8 as a welding wire, which is a filler metal in magnesium alloy welding. As the member to be welded there was used a plate (plate thickness 2 mm) extruded from a non-combustible magnesium alloy “AM60B+2Ca alloy” obtained by adding 2% by mass of Ca to impart non-combustibility to an AM60B alloy. Welding was carried out by TIG. The main welding conditions were as follows.
[0086]There was used a pure tungsten electrode having a diameter of 2.4 mm, the distance between electrode and base metal was 2 mm, the welding speed was 200 mm / min, with AC current of 100 A, and argon gas was used as an inert gas, at a flow rate of 12 L / min. After welding, the weld overlay was removed to shape a specimen that was then tested for tensile strength, to assess joint strength. The tensile strength test results are given in Table 3 and are illustrated in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| grain size | aaaaa | aaaaa |
| fracture elongation | aaaaa | aaaaa |
| fracture elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More