

Process for forming magnesium alloy ultra-fine thin-wall tube used for degradable blood vessel bracket
A forming process and technology for vascular stents, applied in stents, medical science, prostheses, etc., can solve problems such as reconstruction, monitoring difficulties, endothelial dysfunction, etc., and achieve good mechanical properties, low process costs, and uniform tissue Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
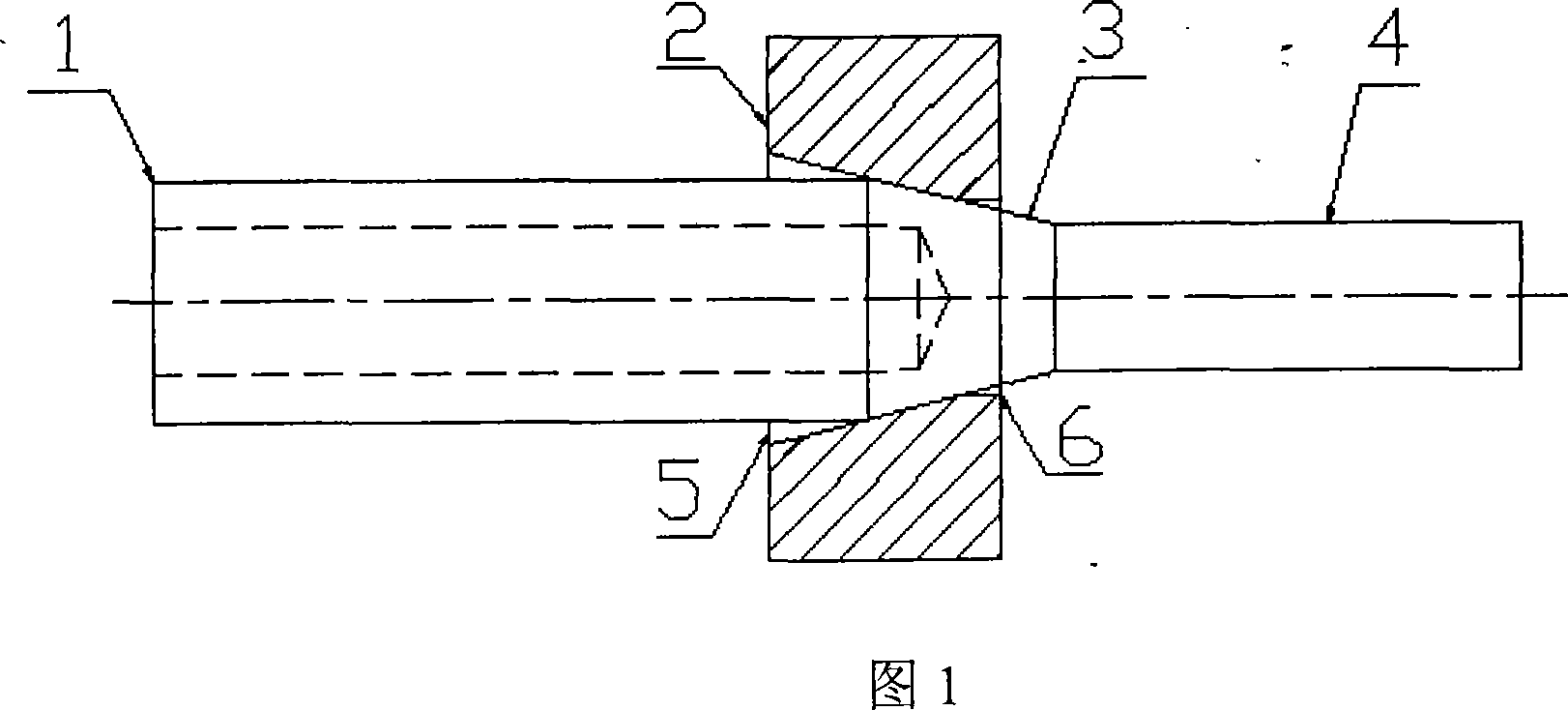
[0030] It can be seen from Figure 1 that (1) is the pipe end of the workpiece, (2) is the drawing die, (3) is the transition cone surface of the workpiece, (4) is the rod end of the workpiece, (5) is the cone surface of the mold, and (6) is Mold sizing hole. The diameter of the pipe end (1) of the drawing workpiece is larger than the die sizing hole (6), and the diameter of the workpiece rod end (4) is slightly smaller than the die sizing hole (6). The workpiece transition cone surface (3) matches the mold cone surface (5). First pass the workpiece rod end (4) through the die sizing hole (6), then put the entire workpiece and the drawing die (2) on the drawing machine, and clamp the workpiece rod end (4) with the chuck of the drawing machine , for pulling. Before drawing, the pipe end (1) of the workpiece should be heated at a heating temperature of 400-500°C and kept for 10-20 minutes to reduce its deformation resistance and facilitate drawing. According to the requirement...
Embodiment 2
[0031] Embodiment 2: To obtain a magnesium alloy ultra-fine thin-walled tube with a diameter of 2.5mm and a wall thickness of 0.3mm, the mass percentages of each alloy element of this magnesium alloy are: Y 2%, RE 0.5%, Al 0.1%, Ca 0.02%, Zn 0.4%, Mn 0.6%, Sb 0.6%, Zr 0.5%, Mg 95.28%. First of all, the smelted ingot needs to be subjected to hot extrusion deformation to obtain an extruded rod with a diameter of 7 mm, and a length of 50 to 70 mm is cut for solution treatment. The solution temperature is between 450 and 500 °C, and the solution time is 8 to 16 hours, quenched after coming out of the furnace. Then the workpiece pipe end (1) is machined into a drawn workpiece with a diameter of 5.5 mm, a wall thickness of 0.3 mm, and a length of 30 mm. Secondary solid solution treatment is carried out. The solid solution temperature is between 450 and 500 ° C. The time is 8 to 16 hours, and it is quenched after being released from the furnace. The die sizing hole (6) for drawing ...
Embodiment 3
[0032] Embodiment 3: To obtain a magnesium alloy ultra-fine thin-walled tube with a diameter of 4mm and a wall thickness of 0.5mm, the mass percentages of each alloy element of this magnesium alloy are: Y 4%, RE 0.8%, Al 0.5%, Ca 0.04 %, Zn 0.9%, Mn 0.8%, Sb 0.3%, Zr 0.4%, Mg 92.26%. First, the smelted ingot needs to be subjected to hot extrusion deformation to obtain a 7mm extruded rod, which is cut into a length of 50-70mm, and solution treated at 470-520°C for 4-8 hours and then water-quenched. Then the diameter of the pipe end (1) of the thin rod is processed into 6.0mm, the wall thickness is 0.5mm, and the length is 30mm. Quenching. The sizing hole (6) of the drawing die needs four sizes of 5.5mm, 5mm, 4.5mm and 4mm. That is to say, it is drawn in four passes. The diameter of the workpiece rod end (4) is slightly smaller than the size of the drawing die sizing hole (6) of the current pass. When drawing, the tube end (1) of the workpiece should be heated to 400-500° C....
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More