Method for preparing ceramic-metal composite material cladding layer
A metal composite material and cladding layer technology, which is applied in metal material coating process, coating, molten spraying, etc., can solve the problems of low bonding strength and high porosity, and achieve small heat-affected zone and arc column stability Good results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
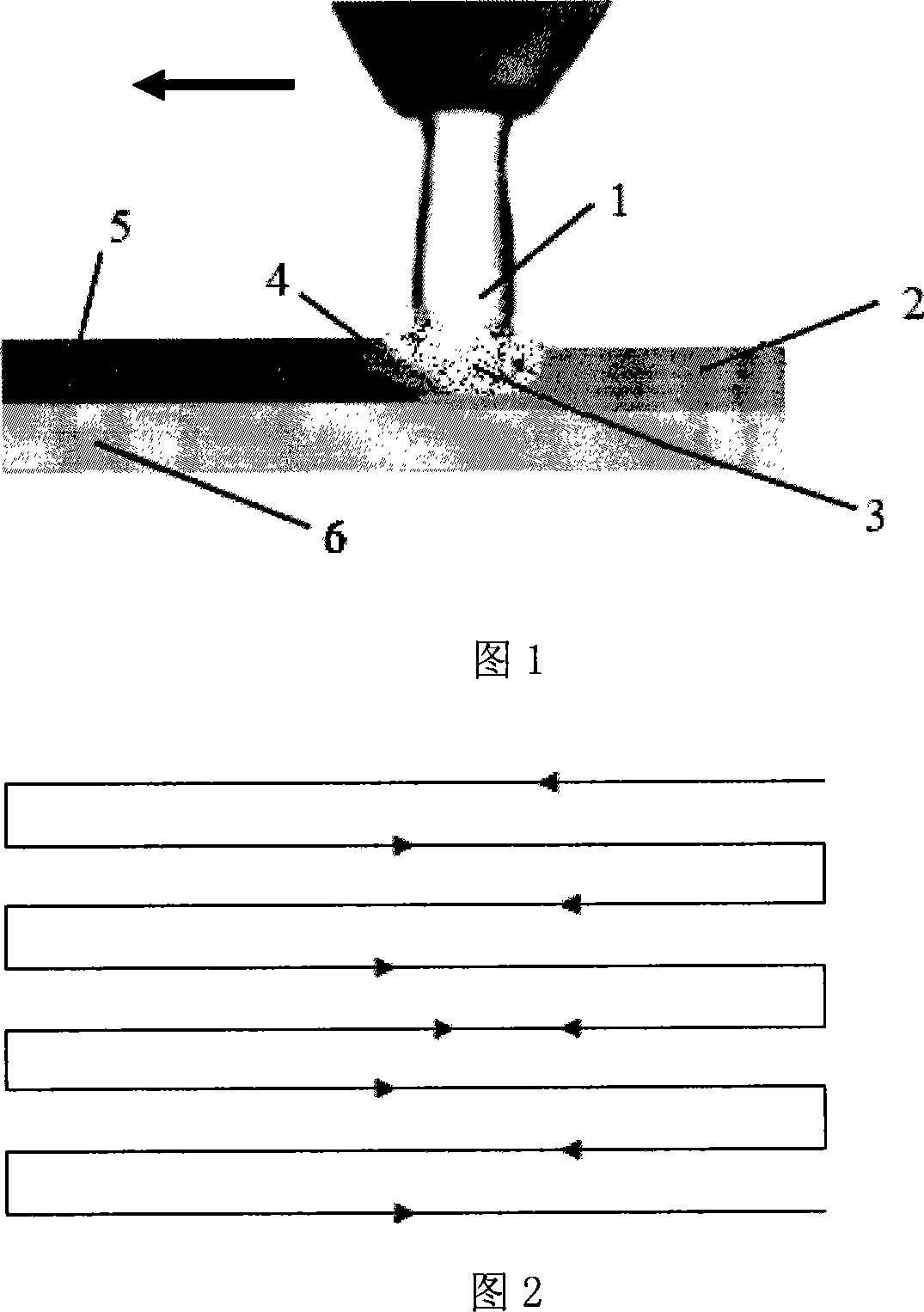
[0024] Example 1: Prepare a cladding layer with a thickness of 1000 μm (the thickness of the remelted layer is 1030-1100 μm). The metal substrate is an A3 steel plate with a thickness of 6mm. The powder core wire material for spraying is: the average mass fraction of composite powder (57%FeB+40%CrB+3%Si) in the powder core wire is 40%, and the powder core wire sheath is Fe. The steel plate was degreased and pretreated by sand blasting, and a coating with an average thickness of 1000 μm was prepared on the surface of the steel plate by arc spraying. The micro-beam plasma arc remelting parameters are: the diameter of the plasma arc gun compression nozzle is 1mm, the ion gas flow rate is 0.1L (liter) / min, the shielding gas flow rate is 2L (liter) / min; the plasma arc current is 40A. The distance between the head of the micro-beam plasma arc torch and the surface of the coating is 4mm, the relative movement speed between the micro-beam plasma arc torch and the workpiece is 4mm / s, ...
example 2
[0026] Example 2: Prepare a cladding layer with a thickness of 300 μm (the thickness of the remelted layer is 350-400 μm), and its working temperature is 800° C. The metal substrate is 0Cr19Ni9 steel pipe with an outer diameter of 31mm and a thickness of 3mm. Spraying powder core wire material is: composite powder (50%CrB+35%Cr 3 C 2The average mass fraction of +12TiC+3%Si) in the powder core wire is 35%, and the powder core wire sheath is 0Cr18Ni9Ti. The steel pipe is pretreated by degreasing and sand blasting, and a coating with a thickness of 300 μm is prepared on the outer surface of the steel pipe by arc spraying. When remelting, the micro-beam plasma arc gun is fixed. Use the additional mechanical movement device to make the pipeline perform spiral movement. The pipeline movement parameters are: the axial movement speed is 7.5mm / min, and the pipeline speed is 4round / min. The micro-beam plasma arc remelting parameters are: the diameter of the plasma arc gun compressio...
example 3
[0027] Example 3: Prepare a cladding layer with a thickness of 3 mm (the thickness of the remelted layer is 3.05-3.15 mm). The metal substrate is a 12CrMoV steel plate with a thickness of 20mm. The material of the sprayed core wire is: the average mass fraction of the composite powder (45% FeB+55% CrB) in the core wire is 42%, and the core wire sheath is Fe. The specific process is divided into the following three steps: (1) degreasing and sandblasting the steel plate, and using arc spraying to prepare a coating with an average thickness of 1000 μm on the surface of the steel plate. The micro-beam plasma arc remelting parameters are: the diameter of the plasma arc gun compression nozzle is 1mm, the ion gas flow rate is 0.15L (liter) / min, the shielding gas flow rate is 2.3L (liter) / min; the plasma arc current is 40A, the micro-beam plasma The distance between the arc torch head and the coating surface is 4mm, the relative movement speed between the plasma arc torch and the wor...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More