

Sintered body and method for producing same sliding member, film-forming material and die for hot extrusion molding each using such sintered body and hot extrusion molding apparatus and hot extrusio
A manufacturing method and technology of sintered body, which can be applied to metal extrusion dies, metal extrusion forming tools, metal extrusion and other directions, and can solve the problems of high sliding properties, high strength, and damage size of extruded materials. , to achieve the effect of suppressing damage and dimensional problems, improving continuous molding time, and improving oxidation prevention effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0084] Each powder was divided into six levels of content to prepare a sintered body made of TiCN-based cermet as the base material of the hot extrusion die 1 of the present invention. TiCN powder is a mixture of fine TiCN powder with an average particle size of 0.5μm and coarse TiCN powder with an average particle size of 1.7μm in a prescribed amount at a ratio of 8:2, and the balance is a prescribed amount of 1.2μm with an average particle size Put TaC powder, 1.6μm Ni powder and 1.4μm Cr powder into a SUS ball mill to make SUS pulverizing balls of size 2Φ5 equal to the same volume of the total powder, plus an equivalent of 2 times The volume of ethanol and 3% paraffin wax based on the total powder mass ratio were ground and mixed for 48 hours (hr) to prepare a slurry.
[0085] Here, each content when the total content of TiCN, TaC, Ni, and Cr is 100% by mass is TiCN=63% by mass, TaC=11% by mass, Ni=13% by mass, and Cr=13% by mass. It is sample No. 1, TiCN=79 mass%, TaC=6 mass%,...
Embodiment 2
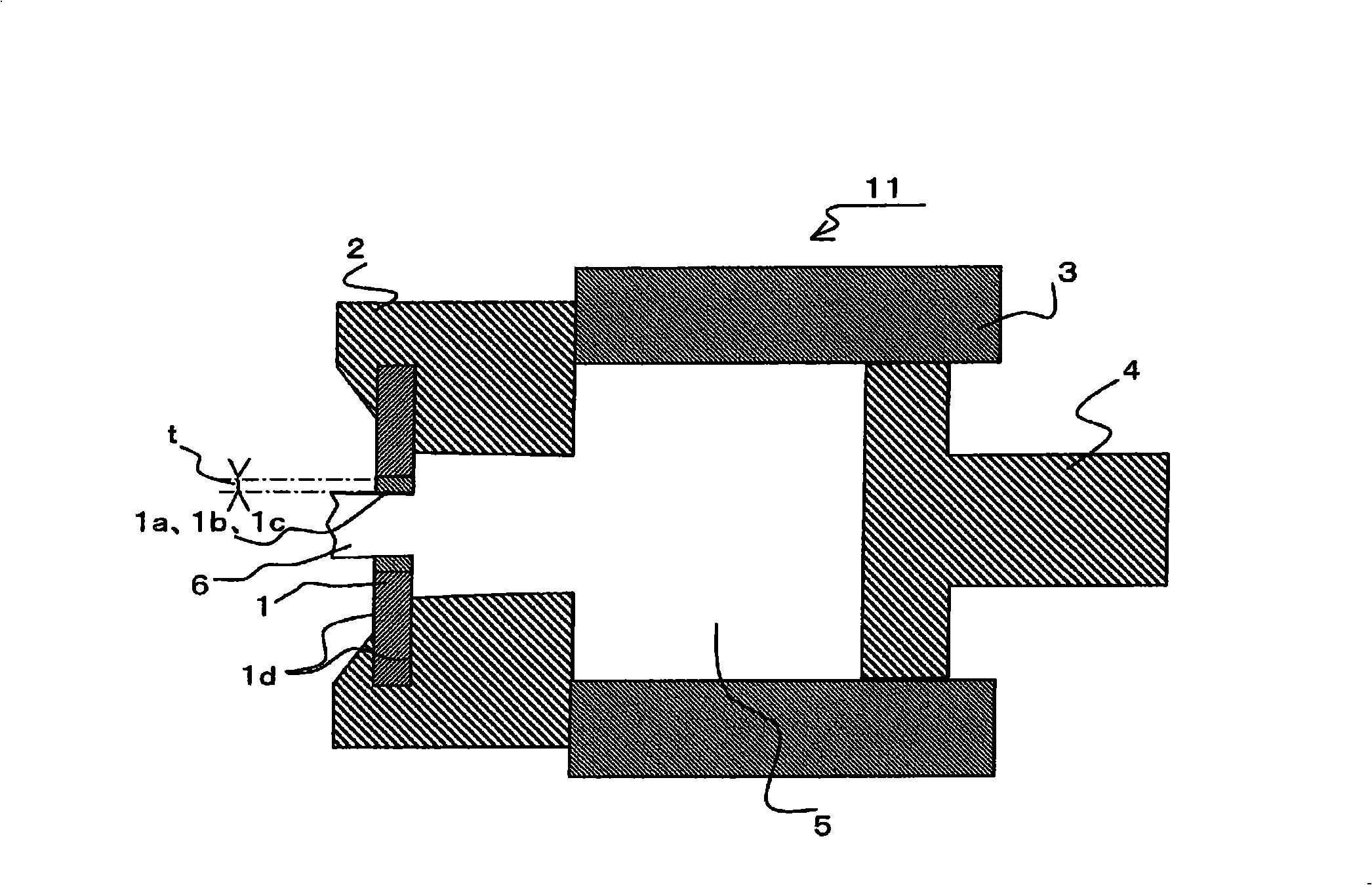
[0111] Make Figure 4 The hot extrusion dies 1 and 101 shown in (a) and (b) were mounted on the hot extrusion molding apparatuses 11 and 111 to perform hot extrusion molding, and the hot extrusion dies 1, 101 were evaluated. The sintered bodies of sample Nos. 1 to 3 of Example 1 were used to produce die 1 for hot extrusion molding. Sample Nos. 11 to 13 of Example 1 of the present invention were used. Sample No. 4 of Example 1 was used. The sintered body of 6 is sample Nos. 14 and 15 outside the scope of the present invention.
[0112] As a comparative example, the material of the hot extrusion molding die 101 is made of ZrO 2 :94% by mass, Y 2 O 3 : Zirconium ceramic composed of 6 mass%, this is sample No. 16.
[0113] In addition, as a comparative example, such as Figure 5 As shown, the main body of the hot extrusion molding die 101 is SKD61, and the inner peripheral surface 101b of the through hole 101a is made of NiCr / Cr 3 C 2 The cermet material made of / NbC forms a reinforci...
Embodiment 3
[0130] When the inner peripheral surface 1b of the through hole 1a of the hot extrusion molding die 1 of the present invention is formed with an amorphous film 1c and unformed, and the amorphous film 1c is aluminum oxide or silicon carbide, it is further confirmed that the production thickness t is In the case of the range of 0.1 to 1.5 μm, it has an effect on the continuous molding time in a high temperature environment.
[0131] The sintered body constituting the hot extrusion molding die 1 has the same composition and the same shape as the sample No. 12 of Example 2. Then like figure 1 As shown, an amorphous film 1c of aluminum oxide and silicon carbide is formed on the inner peripheral surface 1b of the through hole 1a so that the thickness t is set to 6 levels of 0.1, 0.2, 0.5, 1.0, 1.2, and 1.5 μm, and one is made each It was installed on the hot extrusion forming device 11, and after preliminary heating for 1 hour, the aluminum alloy extruded material 6 was continuously fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More