

Welding wire and method for welding the aluminum and aluminum alloy and steel
A technology of aluminum alloy and welding wire, which is applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems that it is difficult to ensure the joint of dissimilar metals between aluminum and steel, the welding effect is not ideal, and the joint strength is low, so as to inhibit the formation of intermetallic compounds , The welding process is stable and reliable, and the welding cost is low
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
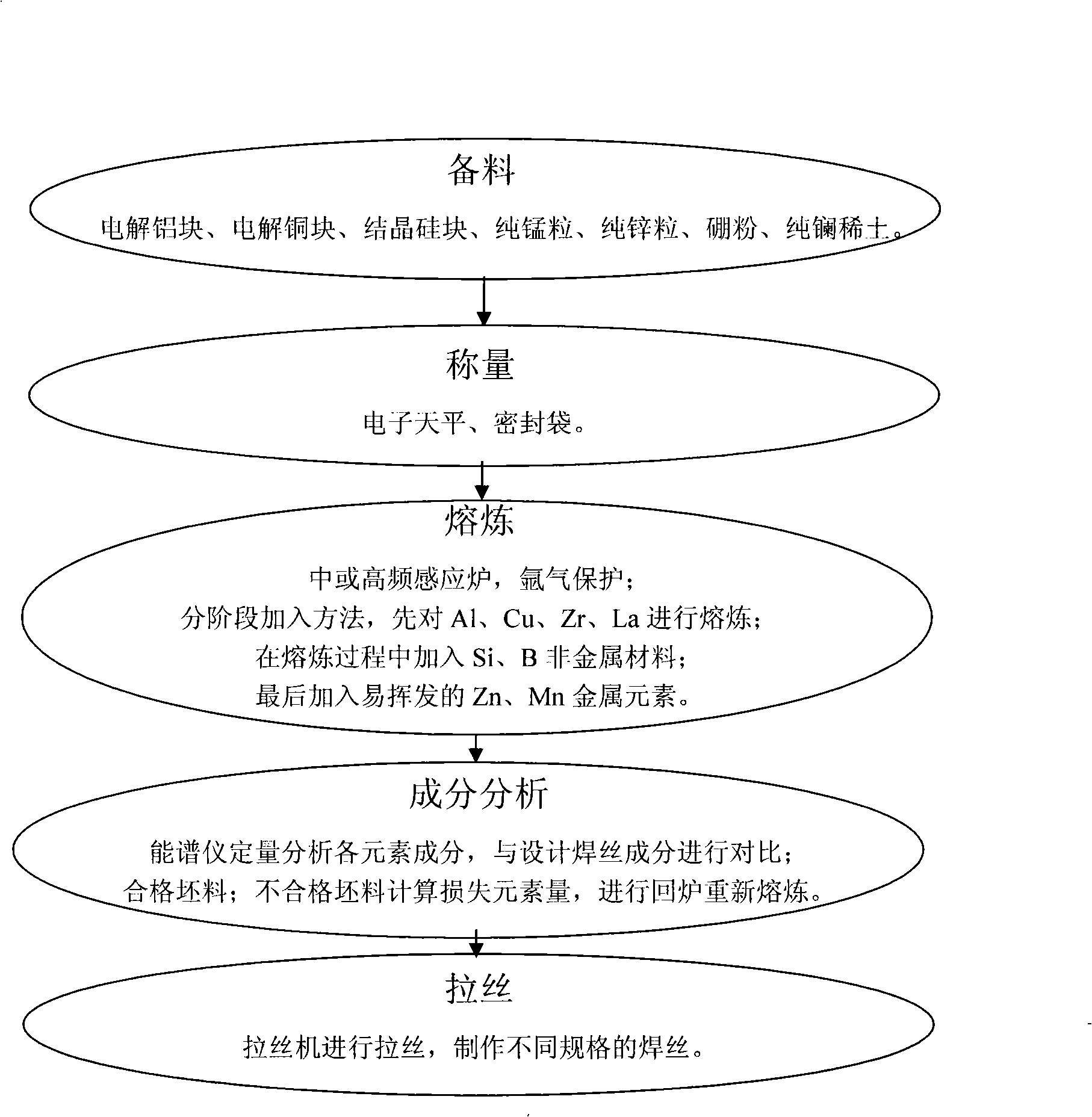
Method used
Image

Examples
Embodiment 1
[0061] The material is 3.0mm thick aluminum alloy 5A06 and stainless steel 1Cr18Ni9Ti butt joint test piece, the welding machine is CLOOS GLW 300I-H-P-R TIG welding machine, special welding wire and special welding process are used for TIG welding, and the obtained aluminum alloy and stainless steel dissimilar The tensile strength of the material joint reaches 180MPa, which is twice the strength of the arc melting and brazing joint under the coating process, and the joint has no air hole defect.
Embodiment 2
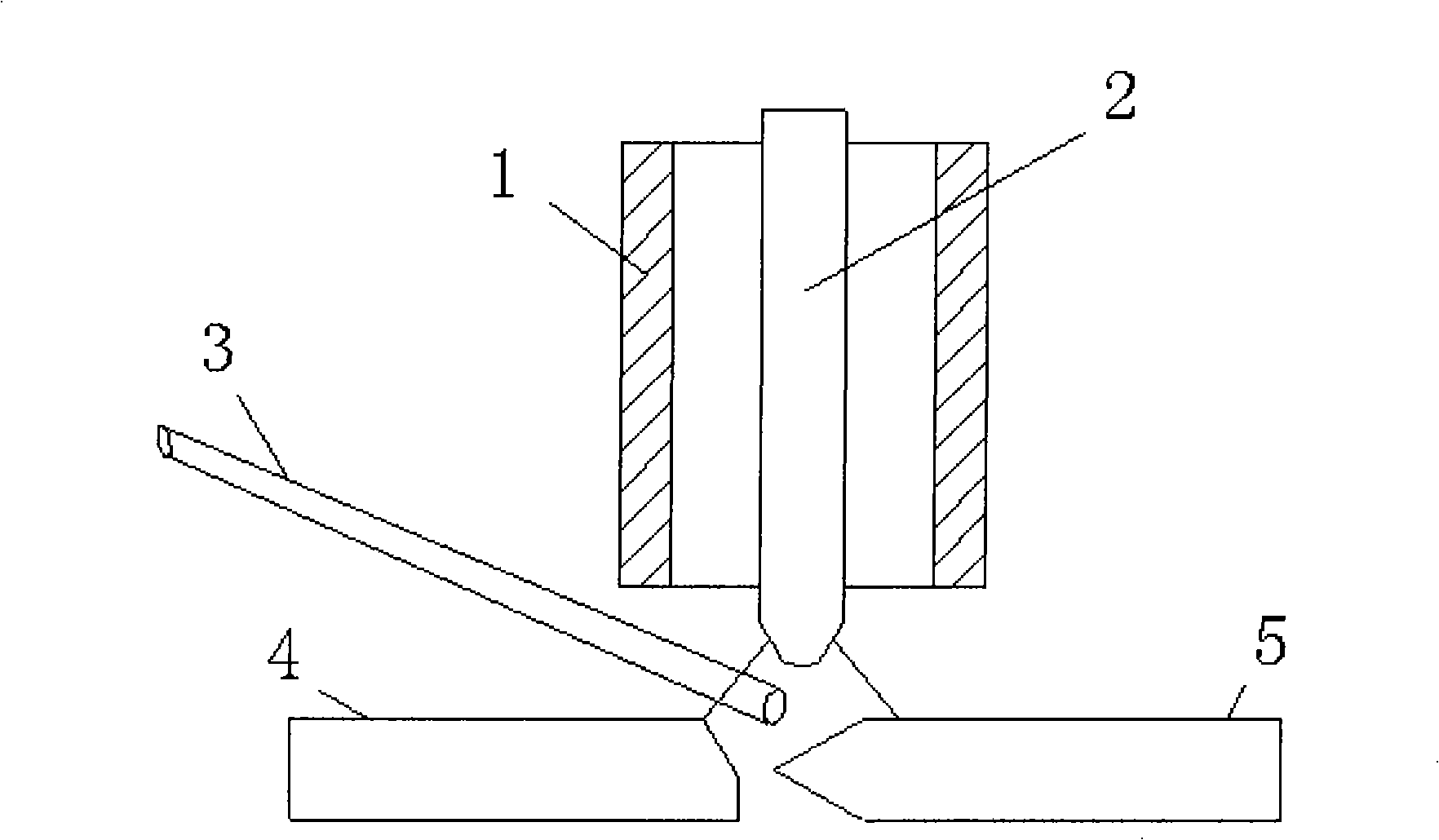
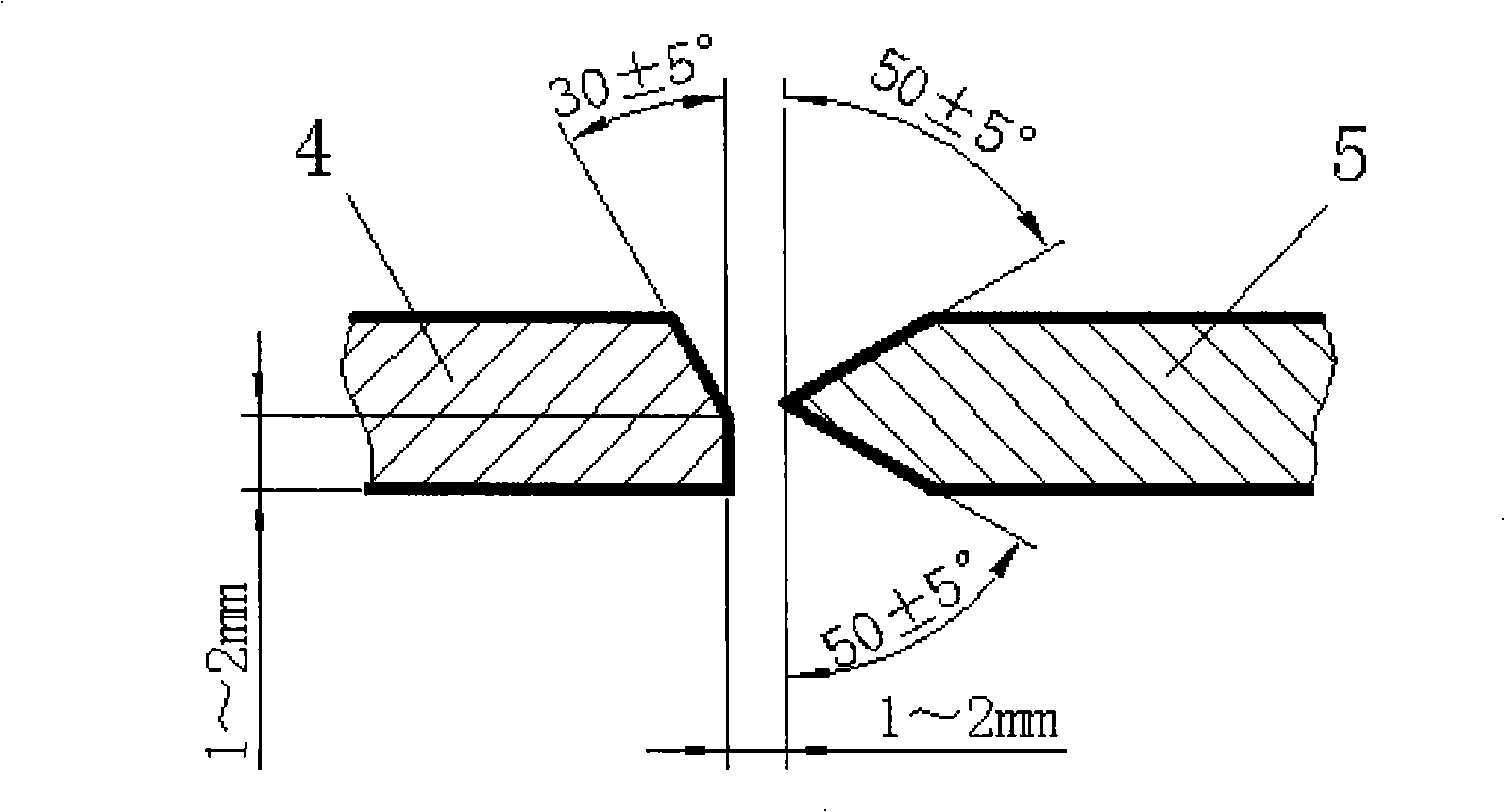
[0063] For 2.0mm thick hot-rolled aluminum alloy 6A02 and carbon steel Q235 thin plate, the butt gap between aluminum and steel is about 1.0; the carbon steel plate has a 30° groove on the side and a 1.0mm blunt edge, and the steel plate is fixed on the copper plate with circulating cooling water. On the jig: K-shaped grooves are opened on both sides of the aluminum alloy side, the groove angle is 50°, single-sided welding and double-sided forming, LORCH V24 TIG welding machine is used, the welding torch is 1.0mm away from the aluminum alloy side, and special welding wire is used for welding . The tensile strength of the joint reaches 110MPa, the joint breaks in the heat-affected zone of aluminum alloy 6A02, and the weld has no air hole defect.
[0064] The invention successfully solves the bottleneck problem of arc melting and brazing aluminum alloy and stainless steel dissimilar materials. Compared with solid-phase joining methods such as vacuum brazing and diffusion welding...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More