

Welding method and silver based metal for hard-alloy heavy type cutting tools
A technology of hard alloy blades and hard alloys, which is applied in the direction of welding/cutting media/materials, welding media, welding equipment, etc., can solve the problems of reduced life, product quality, and influence on welding strength, so as to avoid welding cracks, Ensure welding quality and prevent surface oxidation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Steel substrate size: 152×45×21mm, carbide blade size: 152×21×11mm.
[0031] Silver-based solder consists of the following components by weight percentage: Ag 40%, Cu 30%, Zn 25%, Sn2%, Ni2%.
[0032] The welding temperature is 640°C, the heating rate is 1 degree / second, and the temperature is kept for 3 minutes. Then, the temperature was lowered to 300° C., the cooling rate was 3 degrees per second, and the temperature was kept for 60 minutes. Then, the power was turned off and the furnace was cooled to room temperature.
[0033] Test results: The welding area is completely filled without voids or cavities; the solder is evenly distributed, and no fast and strong impurities are observed; the silver-based solder, steel substrate, and carbide blade are all in a good bonded state, and no gaps are found .
Embodiment 2
[0035] Steel substrate size: 210×45×21mm, carbide blade size: 210×21×11mm.
[0036] Silver-based solder consists of the following components by weight percentage: Ag45%, Cu25%, Zn25%, Sn 2%, Ni2%.
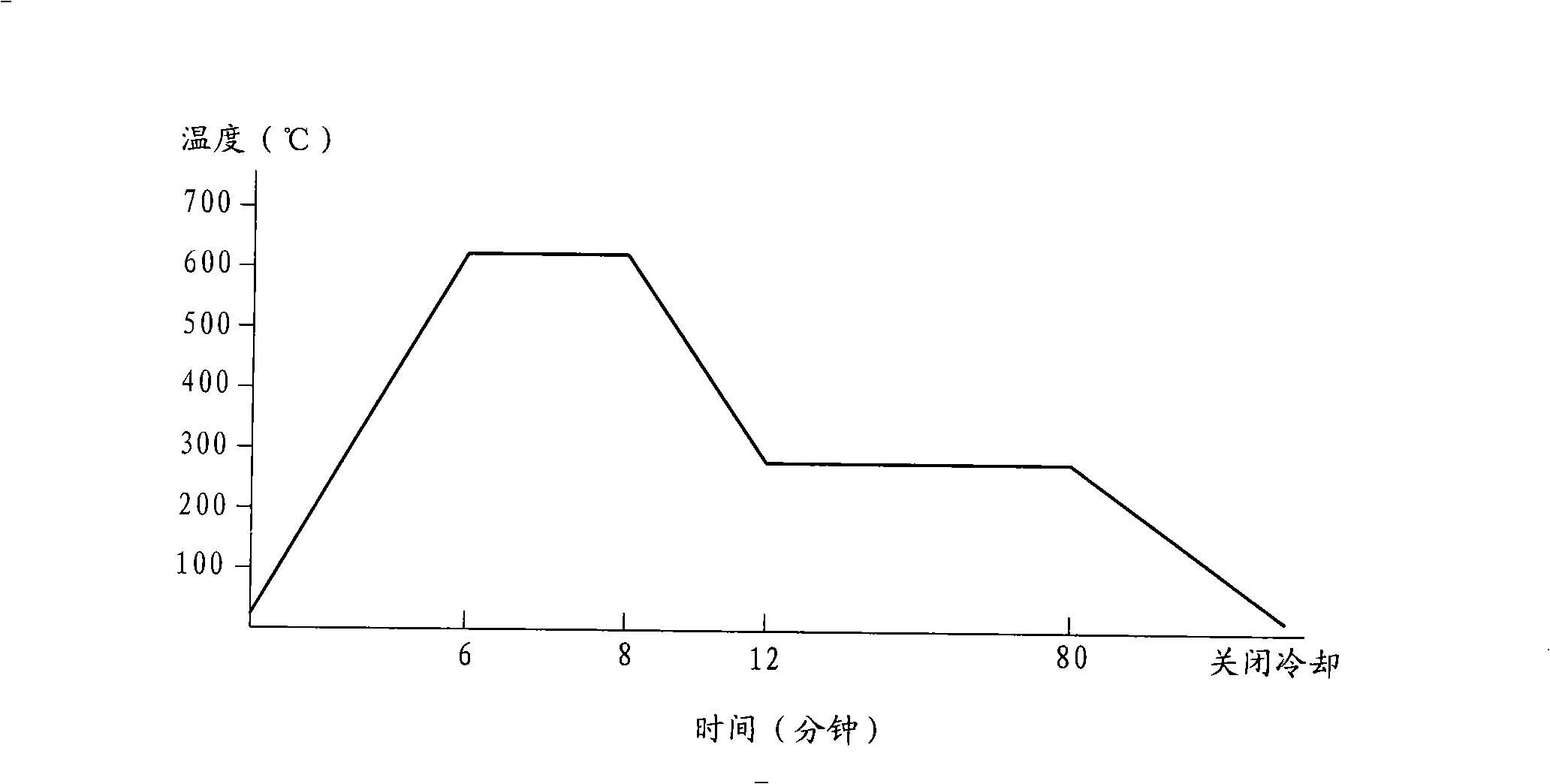
[0037]The welding temperature is 620° C., the heating rate is 3 degrees per second, and the temperature is kept for 2 minutes. Then, lower the temperature to 290° C. at a cooling rate of 6 degrees per second, keep the temperature for 80 minutes, turn off the power and cool to room temperature with the furnace.
[0038] Test results: The welding area is completely filled without voids or cavities; the solder is evenly distributed, and no fast and strong impurities are observed; the silver-based solder, steel substrate, and carbide blade are all in a good bonded state, and no gaps are found .
Embodiment 3
[0040] Steel substrate size: 210×45×21mm, carbide blade size: 210×21×11mm.
[0041] Silver-based solder consists of the following components by weight percentage: Ag 50%, Cu 20%, Zn 25%, Sn 2%, Ni 2%.
[0042] The welding temperature is 600° C., the heating rate is 5 degrees per second, and the temperature is kept for 3 minutes. Then, the temperature was lowered to 280° C., the cooling rate was 8 degrees per second, and the temperature was kept for 100 minutes. Then, the power was turned off and the furnace was cooled to room temperature.
[0043] Test results: The welding area is completely filled without voids or cavities; the solder is evenly distributed, and no fast and strong impurities are observed; the silver-based solder, steel substrate, and carbide blade are all in a good bonded state, and no gaps are found .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More