Method for welding stainless steel thin walled pipe circular seam joint and device
A welding method and welding device technology, applied in the field of stainless steel thin-walled pipe welding engineering, to achieve the effects of reducing harsh requirements, precise control of penetration depth, reliable welding method and welding equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
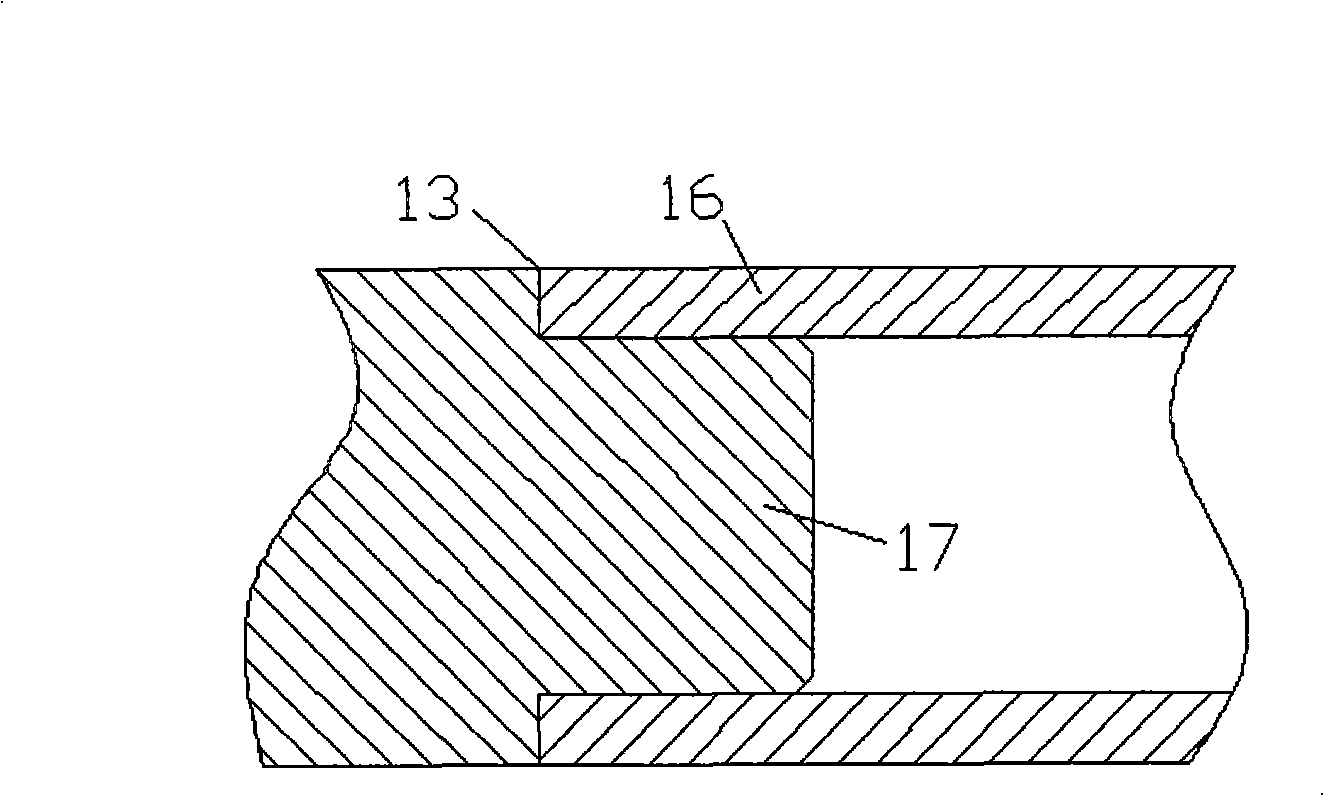
[0063] see image 3 or Figure 4 , Welding of thin-walled pipe fittings of austenitic stainless steel 0Cr18Ni10Ti with a wall thickness of 0.4-0.8mm and an outer diameter of 8-12mm with solid end plugs or ring seam joints of thick-walled ends, cleaning the welded joints, removing oxides, flying Dust, oil and other impurities, keep the joint clean and dry; the welding process parameters are: pulse peak welding current: 45 ~ 75A, pulse base value welding current: 5 ~ 12A, welding pulse frequency: 15 ~ 25Hz, argon flow: 8~12l / min, tungsten pole diameter: 1.2~2.4mm, excitation current: 2~10A, excitation frequency: 3~20Hz, welding speed: 2~10s / week.
Embodiment 2
[0065] see image 3 Welding of the thin-walled pipe fittings of Zr-4 pick alloy with a wall thickness of 0.6-0.9mm and an outer diameter of 6-15mm and the annular seam joint of the solid end plug, cleaning the welded joint, and removing oxides, flying dust, oil stains and others Impurities, keep joints clean and dry; the welding process parameters are: pulse peak welding current: 50-80A, pulse base value welding current: 8-20A, welding pulse frequency: 10-30Hz, argon flow: 12-20l / min , Tungsten pole diameter: 2.0~3.2mm, excitation current: 4~15A, excitation frequency: 5~20Hz, welding speed: 4~15s / week.
Embodiment 3
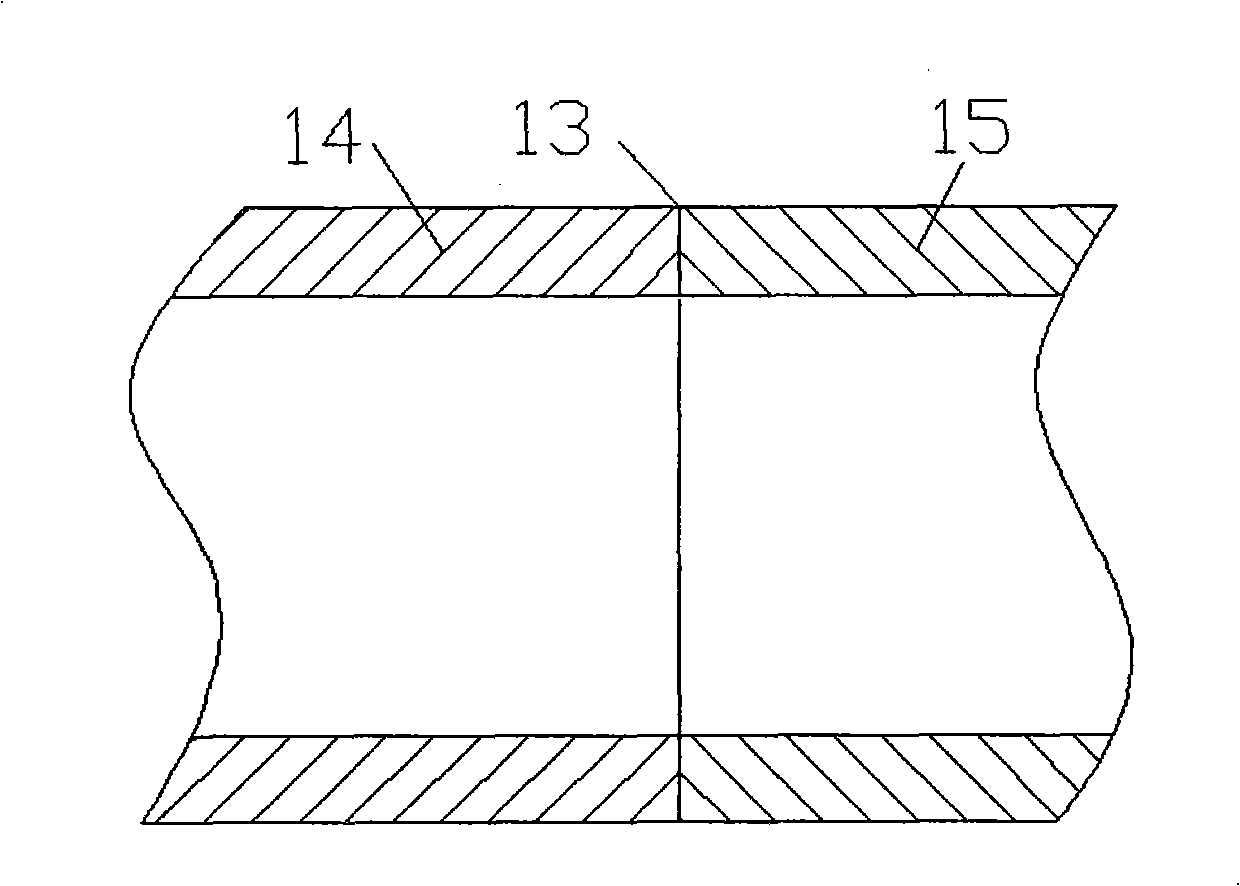
[0067] see figure 2 , the welding of the circular seam joint between two thin-walled pipe fittings of magnesium alloy AZ61 with a wall thickness of 0.7-1.0mm and an outer diameter of 6-10mm, clean the welded joint, remove oxides, fly dust, oil and other impurities, and maintain The joints are clean and dry; the welding process parameters are: square wave AC welding current: 60-100A, argon flow: 8-20l / min, tungsten pole diameter: 1.2-3.2mm, excitation current: 3-12A, excitation frequency: 4~16Hz, welding speed: 3~12s / week.
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap