

Manufacture methods of contact wire and rod blank
A technology for contacting wires and wire rods, applied in the direction of metal rolling, manufacturing extensible conductors/cables, root rods/rods/wires/strip conductors, etc., which can solve the problems of difficult uniform heating, high price, and poor solid-melt effect and other problems, to achieve the effect of simplifying smelting and heat treatment problems, good physical properties, and high mechanical strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
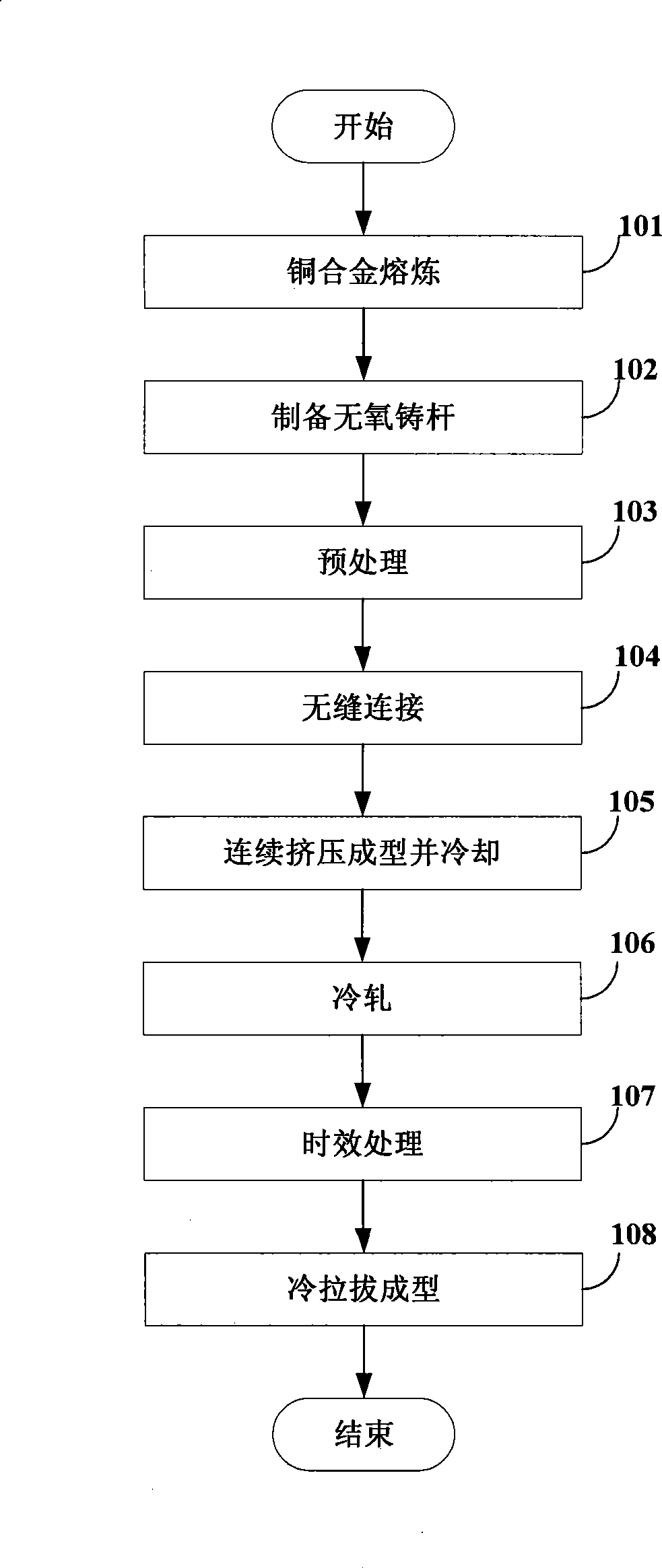
[0030] Such as figure 1 as shown, figure 1 It is a schematic flow chart of the preparation method of the contact wire according to the present invention, which may specifically include the following steps:
[0031] Step 101: Melting the copper alloy; various appropriate smelting methods can be used, and it is necessary to ensure that chromium accounts for 0.4% to 1.0% of the total weight of the copper alloy, zirconium accounts for 0.05% to 0.2%, and the balance is composed of copper and other elements and unavoidable impurities; other elements can be metals such as rare earths or magnesium, accounting for 0.05% of the total weight of the copper alloy, and the content of impurities such as oxides is as low as possible.
[0032] Step 102: preparing an oxygen-free casting rod; pouring is performed under a protective atmosphere (for example, argon protection), or an oxygen-free casting rod is prepared by means of upward (horizontal) continuous casting, and the size of the obtaine...
Embodiment 1
[0042] 1) Non-vacuum melting copper alloy. Copper-chromium alloy and copper-zirconium alloy are added in the form of master alloy. In the furnace, chromium element accounts for 0.6% of the total weight, zirconium accounts for 0.1%, magnesium accounts for 0.05%, and the rest is copper. Argon protection.
[0043] 2) Prepare an oxygen-free casting rod.
[0044] 3) Put the casting rod into the solid melting furnace, the solid melting temperature is 950°C, keep it warm for 2 hours and then carry out water quenching.
[0045] 4) Clean the surface of the billet rod after solidification and connect it to ensure that the connection is free of oxides and other impurities and repair the connection.
[0046] 5) Send the connected billet rods into the Kangfu extrusion machine for continuous extrusion and cooling to obtain the contact wire rod billet.
[0047] 6) The billet is cold-rolled with a deformation of 45%.
[0048] 7) Carry out aging treatment, the temperature is 550 ℃, keep wa...
Embodiment 2
[0051] 1) Add electrolytic copper, rare earth, magnesium, chromium and zirconium into the vacuum induction furnace, wherein chromium accounts for 0.6% of the total weight, zirconium accounts for 0.1%, rare earth accounts for 0.05%, magnesium accounts for 0.05%, and the rest is copper. The melting temperature is 1300°C, and the temperature is lowered to 1250°C for casting after melting.
[0052] 2) Process the alloy billet into an oxygen-free cast rod.
[0053] 3) The cast rod is coiled and placed in a solid melting furnace with a solid melting temperature of 950° C., kept for 2 hours and then water quenched.
[0054] 4) Clean the surface of the billet rod after solidification, and make a seamless connection to ensure that the connection is free of oxides and other impurities and repair the connection.
[0055] 5) Send the connected billet rods into the Kangfu extrusion machine for continuous extrusion and cooling to obtain the contact wire rod billet.
[0056] 6) The billet is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More