

Process for preparing ductile cast iron-based composite
A ductile iron and a preparation process technology, applied in the field of ductile iron-based composite material preparation technology, can solve the problems that the preparation process is difficult to control stably, it is difficult to obtain anti-wear ductile iron, the distribution of reinforcement particles is uneven, etc., so as to achieve a good interface bonding effect, Avoiding the weakening of the enhanced phase interface, avoiding the effects of floating and segregation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Example 1: Making an integral composite material blanking liner
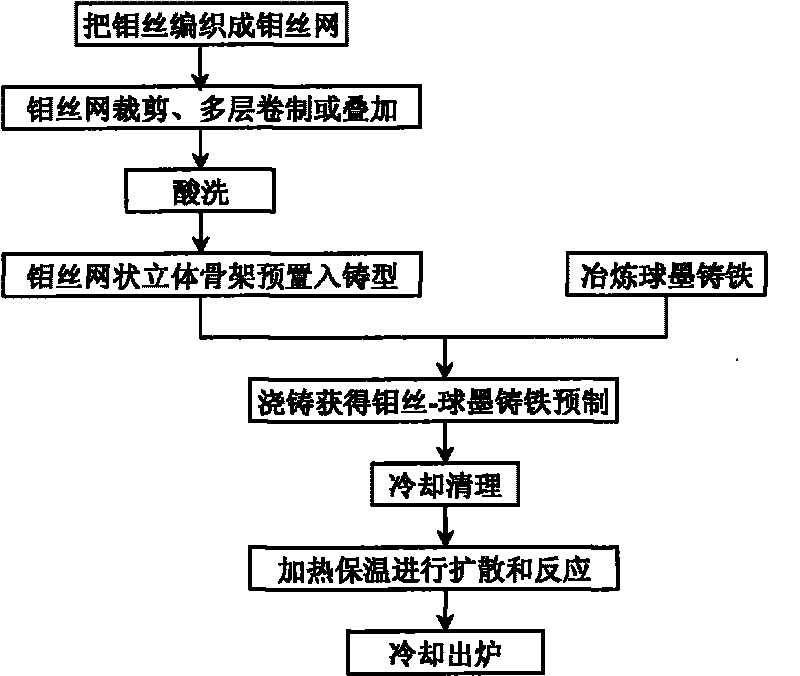
[0030] like figure 1 , figure 2 , image 3 and Figure 4 As shown, the specific operation steps are as follows:
[0031] (1) Woven molybdenum wire mesh 1 with 0.5mm molybdenum wire, and the molybdenum wire spacing is 2mm;
[0032] (2) Molybdenum wire mesh 1 is cut into a rectangle according to the length and height specifications of the blanking liner;
[0033] (3) pickling the rectangular molybdenum wire mesh 1;
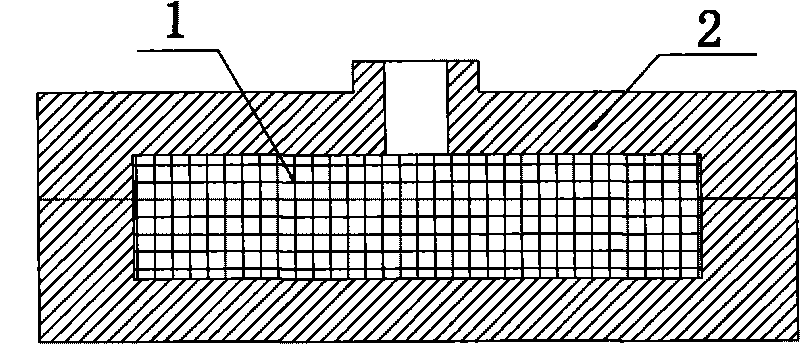
[0034] (4) Make mold 2 according to casting process requirements;
[0035] (5) Overlay the cut molybdenum wire mesh 1 in multiple layers, and place it into the cavity of the water glass sand mold 2;
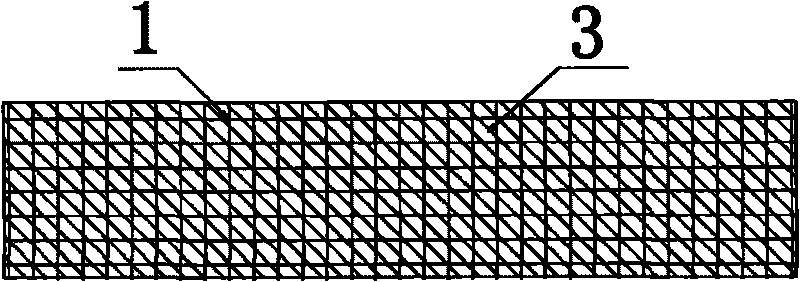
[0036] (6) smelting ductile iron 3 to obtain liquid ductile iron;
[0037] (7) The liquid ductile iron 3 is poured into the mold by adopting a gravity casting method, and the liquid ductile iron is filled with the voids of the net-like three-dimensional skeleton to obtain a molybdenum wir...
Embodiment 2
[0041] Example 2: Making partial composite material blanking liner
[0042] like figure 1 and Figure 5 As shown, the specific operation steps are as follows:
[0043] (1) Woven molybdenum wire mesh 1 with 2.0mm molybdenum wire, and the molybdenum wire spacing is 10mm;
[0044] (2) Molybdenum wire mesh 1 is cut into a rectangle according to the length of the blanking liner and half the height specification;
[0045] (3) pickling the rectangular molybdenum wire mesh;
[0046] (4) Make mold 2 according to casting process requirements;
[0047] (5) Overlay the cut molybdenum wire mesh 1 in multiple layers, and place it into the cavity of the water glass sand mold 2;
[0048] (6) smelting ductile iron 3 to obtain liquid ductile iron;
[0049] (7) The liquid ductile iron 3 is poured into the mold by a gravity casting method to obtain a partial molybdenum wire-ductile iron binary material preform;
[0050] (8) After cooling and stripping and cleaning, put the partial molybden...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More