

Manufacture method of automobile brake pad
A manufacturing method and technology of brake pads, applied in chemical instruments and methods, friction linings, other chemical processes, etc., can solve problems such as unsatisfactory production processes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0074] The ratio of each component in Example 1 is shown in Table 1.
[0075] Name
Proportion
Modified phenolic resin
20%
Steel fiber
12%
11%
8%
carbon fiber
15%
9%
9%
Molybdenum disulfide
3%
5%
8%
[0077] Table 1
[0078] The manufacturing process of the brake pad of Example 1 is as follows:
[0079] 1. Ingredients: According to the proportion of the formula, the materials are mixed in the automatic batching system, and the friction material (brake pad) automatic batching computer control system is selected. The system can automatically realize the feeding, metering and discharging;
[0080] 2. Mixing: Pour the weighed materials into the mixing machine. The mixing machine adopts a rake mixer, and the mixing time is about 20 minutes;
[0081] 3. After injecting the mixed materials, they are in a flowing gel state. The materials in the gel state are adde...
Embodiment 2
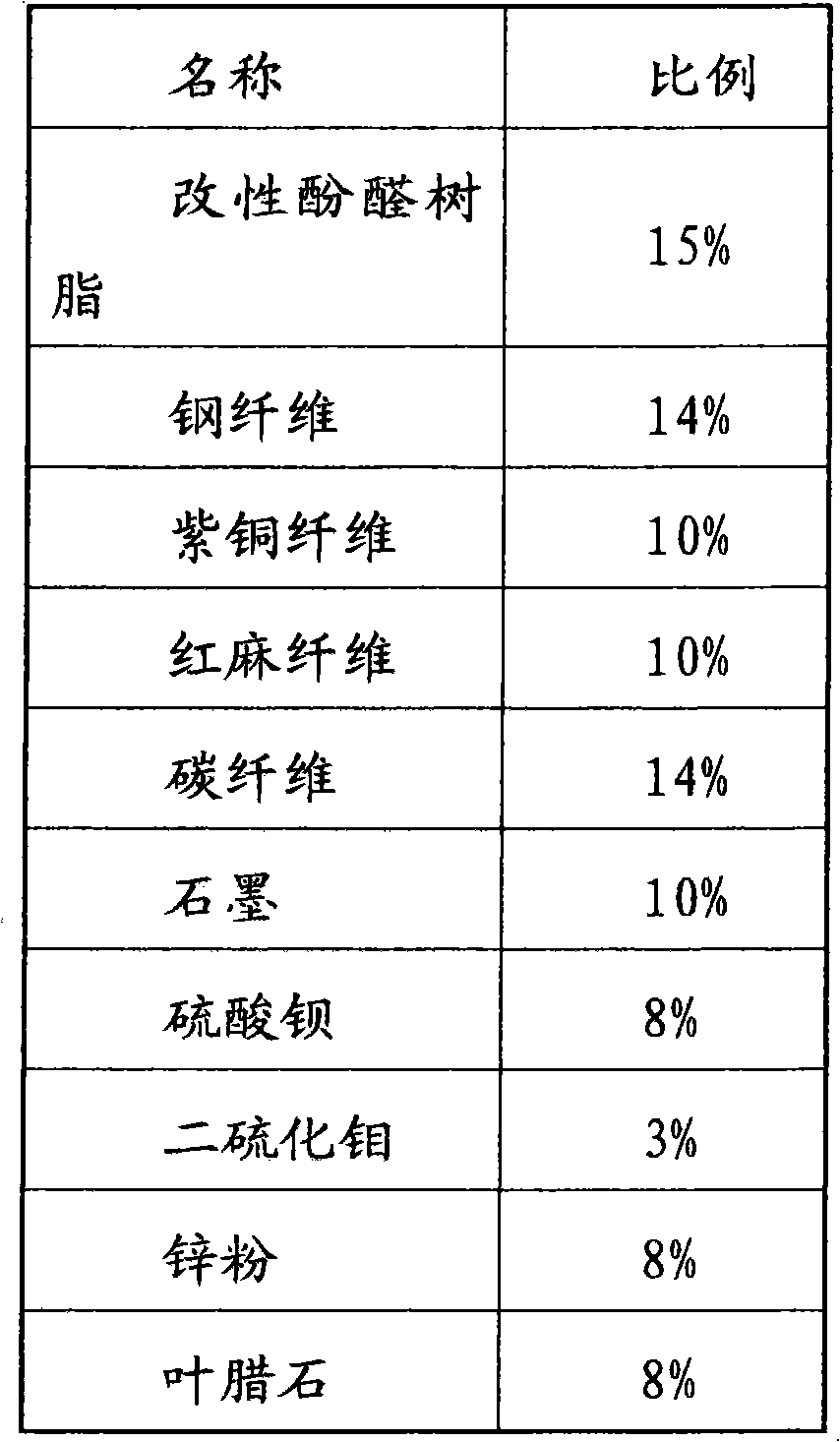
[0088] The ratio of each component in Example 2 is shown in Table 2.
[0089]
[0090] Table 2
[0091] The manufacturing process of the brake pad of Example 2 is as follows:
[0092] 1. Ingredients: According to the proportion of the formula, the materials are mixed in the automatic batching system, and the friction material (brake pad) automatic batching computer control system is selected. The system can automatically realize the feeding, metering and discharging;
[0093] 2. Mixing: Pour the weighed materials into the mixing machine. The mixing machine adopts a rake mixer, and the mixing time is about 20 minutes;
[0094] 3. After injecting the mixed materials, they are in a flowing gel state. The materials in the gel state are added to the injection device and injected into the pressing mold. The injection machine used is a screw rotating injection machine;
[0095] 4. After the pressing mold is filled with the colloidal friction material mixture, use the clamping device to lock the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More