

Halogen-free low-splash solder wire and preparation method of halogen-free low-splash solder wire
A solder wire and solder technology, applied in welding equipment, welding medium, manufacturing tools, etc., can solve the problems of welding efficiency tin wire splashing, smoke and dust harm to human body, etc., and achieve the effect of improving welding efficiency, low odor, and improving splash characteristics.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Solder wire ratio: flux 2%, Sn-3.0Ag-0.5Cu rod (φ100mm) solder 98%
[0027] Among them, the flux mass percentage ratio is: 35% hydropine, 35% polymerized rosin, 12% rubber, 2% benzotriazole, 2% methylimidazole, 0.5% oxalic acid, 3% oxalate, Succinic acid 3%, antioxidant oil 3%, compound AK218 active agent 4.5%.
[0028] Preparation:
[0029] Step 1. Flux preparation: evenly heat the rosin in the flux formula to 170±5°C. After it is completely melted, add the rest of the flux materials and stir until all the materials are dissolved and the appearance is uniform and clear liquid. The heating time cannot exceed 120±5 minutes, otherwise the flux will not be used. Filter after heating, filter the heated and melted solder paste with a 100-mesh filter and pour it into the flux barrel of the wire extruder to keep it warm at 90-100°C, and the air pressure setting range is 0.1-0.4MPa;
[0030] Step 2. Extrusion: install the selected rod-shaped solder on the extruder, set the e...
Embodiment 2
[0034] Tin wire ratio: flux 1.8%, Sn-0.7Cu rod (φ100mm) solder 98.2%
[0035] Among them, the flux mass percentage ratio is: 32% hydrogenated rosin, 35% polymerized rosin, 15% rubber, 2% phenylacryltriazole, 2% ethylimidazole, 1.5% oxalic acid, 3% oxalate, Succinic acid 3%, antioxidant oil 3%, compound AK218 active agent 3.5%;
[0036] No small pull is needed in the preparation method, and others are the same as in Example 1.
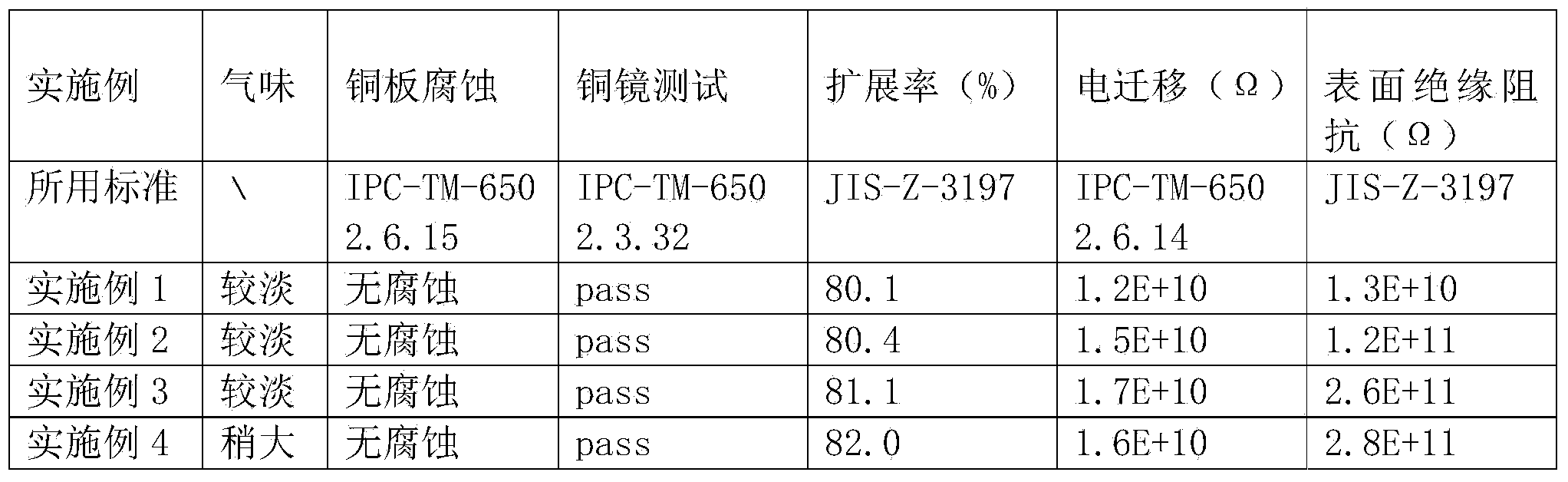
[0037] The various test indexes of the solder wire obtained in this embodiment are shown in Table 1 and Table 2. Compared with Example 1, due to the increase of the formula rubber content, the surface insulation resistance after welding is improved.
Embodiment 3
[0039] Tin wire ratio: flux 2%, Sn-0.3Ag-0.7Cu rod (φ100mm) solder 98%
[0040] Among them, the flux mass percentage ratio is: 32% of hydrogenated rosin, 31% of polymerized rosin, 19% of rubber, 2% of benzotriazole, 2% of ethylimidazole, 1.5% of oxalic acid, 3% of oxalate, Succinic acid 3%, antioxidant oil 3%, compound AK218 active agent 3.5%;
[0041] No small pull is needed in the preparation method, and others are the same as in Example 1.
[0042] The various test indicators of the solder wire obtained in this embodiment are shown in Table 1 and Table 2, and its splash effect is as follows: figure 2 shown.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More