Method for preparing large-diameter seamless tubular product by squeezing equipment
A technology of seamless pipes and extrusion equipment, applied in the field of steel pipe processing, can solve the problems of difficulty in mass production of composite pipes, complex process flow, adverse effects on pipe fatigue strength and service life, etc., and achieves easy control of pipe wall thickness, Guarantee the quality of products and the effect of dense organization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
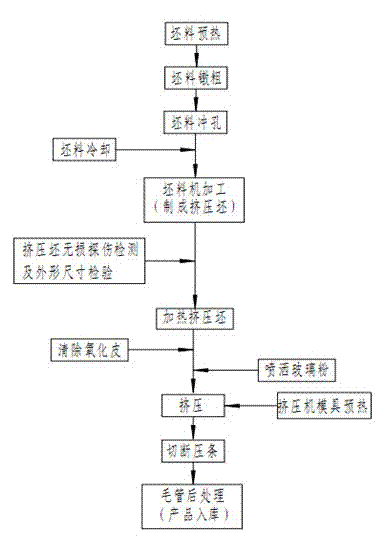
[0037] Referring to Figure 1, taking ASME TP304L austenitic stainless steel large-diameter seamless steel pipe as an example to illustrate the hot extrusion process manufacturing method of using extrusion equipment to manufacture large-diameter special alloy pipes, the product size parameters of the steel pipe are: outer diameter φ406.4 ~φ1320.8mm, wall thickness 20~240mm, steel pipe length ≤13 meters. Its specific operation steps are:
[0038] ⅰ. Billet preheating: Electroslag steel ingot is used as the billet, and its quality and size are combined with extrusion process technical conditions. It is heated in a natural gas chamber furnace and heated in three steps. The maximum furnace temperature is 1220°C.
[0039] ⅱ. Billet upsetting: the billet is made on a 160MN three-station billet making machine, and the hollow billet is made through free upsetting, closed upsetting, punching and piercing operations.
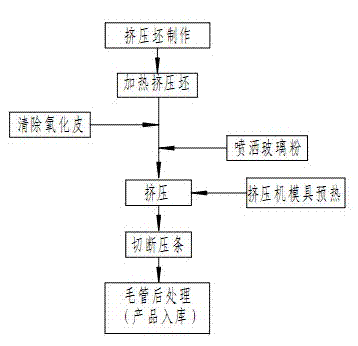
[0040] Ⅲ. The extruded billet is cooled to room temperature in an un...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More