

Method for extracting phenol compounds from direct coal liquefied oil through extractive distillation
A technology for directly liquefying oil and phenolic compounds from coal, applied in the field of coal chemical industry, can solve problems such as poor effect, and achieve the effects of broad application prospects, low system energy consumption, and reduced entrainment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
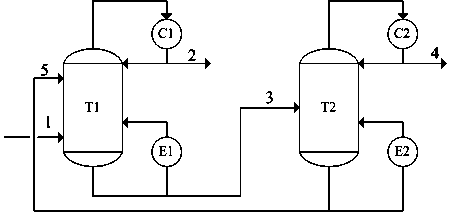
Method used
Image

Examples
Embodiment 1
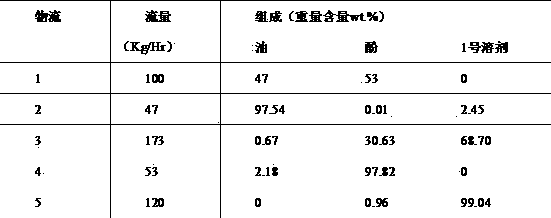
[0035] In Example 1, the first phenol-rich distillate at 170-200°C uses a mixed solvent of sulfolane and triethylene glycol (mass ratio 1:1) as the No. 1 solvent, and the second phenol-rich distillate at 200-230°C uses triacetin The mixed solvent of ester and triethanolamine (mass ratio 2:1) was used as the No. 2 solvent.
[0036] Table 1 Dephenolization process conditions of the first phenol-rich distillate at 170-200°C in Example 1
[0037] Process conditions Extractive distillation column T1 Recovery Tower T2 Number of plates 15 10 No. 1 solvent / first phenol-rich distillate (mass ratio) 1.2 - Reflux ratio 2 3 Tower top temperature ℃ 183.5 213.2 Bottom temperature °C 246.2 301.4 Tower top pressure MPa 0.101 0.101 Tower bottom pressure MPa 0.111 0.111
[0038] Table 2 Properties of various streams during dephenolization of the first phenol-rich distillate oil at 170-200°C in Example 1
[0039]
[0040] Tab...
Embodiment 2
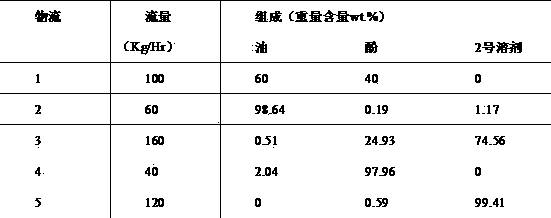
[0045] In Example 2, the first phenol-rich distillate at 170-200°C uses sulfolane as the No. 1 solvent, and the second phenol-rich distillate at 200-230°C uses glycerol triacetate as the No. 2 solvent.
[0046] Table 5 Dephenolization process conditions of the first phenol-rich distillate at 170-200°C in Example 2
[0047] Process conditions Extractive distillation column T1 Solvent Recovery Tower T2 Number of plates 16 11 No. 1 solvent / first phenol-rich distillate (mass ratio) 1.3 - Reflux ratio 2 3 Tower top temperature ℃ 180.6 210.3 Bottom temperature °C 245.1 302.3 Tower top pressure MPa 0.101 0.101 Tower bottom pressure MPa 0.111 0.111
[0048] Table 6 Properties of various streams during dephenolization of the first phenol-rich distillate oil at 170-200°C in Example 2
[0049]
[0050] Table 7 Dephenolization process conditions of the second phenol-rich distillate at 200-230°C in Example 2
[0051] ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More