

A multifunctional heat treatment system for steel pipes
A heat treatment system and multifunctional technology, applied in the field of multifunctional heat treatment systems for steel pipes, can solve the problems of long heating time of steel pipes, difficulty in refining the microstructure of steel pipes, and limitations in performance improvement, so as to achieve good comprehensive structure performance and shorten heating and heat preservation Time, effect on improving organization and performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0077] The size of the steel pipe selected in this embodiment is Φ139.7×7.72×5000mm. The heat treatment process method of the steel pipe is: intermediate frequency diathermy → heat preservation → controlled cooling → quenching → tempering. The process steps are as follows:
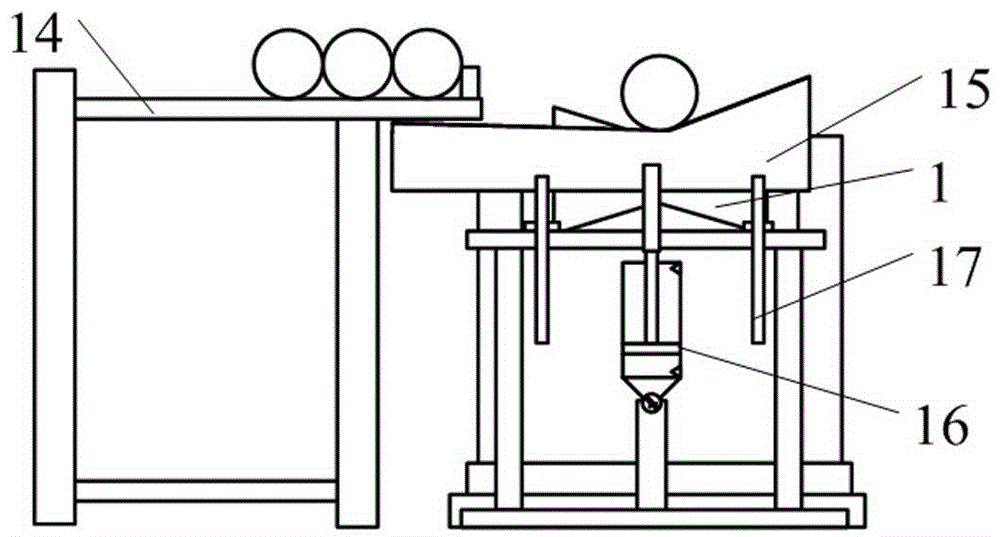
[0078] Lift the steel pipes to the inclined loading platform in advance, and place them in sequence; start the loading device, the loading pallet on the device lifts the steel pipe from the loading platform, and the steel pipe rolls in with a limit baffle The loading pallet of (feeding baffle) will fall onto the loading roller table as the loading pallet is lowered;
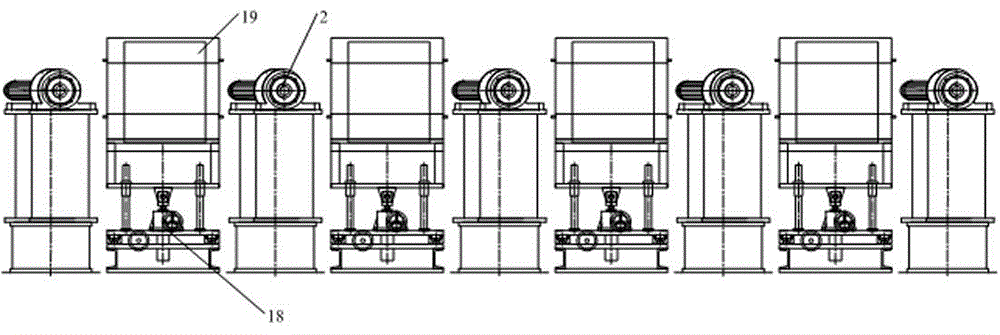
[0079] Intermediate frequency induction heating: start the feeding roller table group and the intermediate frequency induction furnace roller table group to move the steel pipe forward. When the steel pipe moves into the intermediate frequency induction furnace, stop the roller table and adjust the height of the intermediate frequency induction fur...
Embodiment 2
[0086] The size of the steel pipe selected in this embodiment is Φ152.4×14×5000mm, and the heat treatment process method of the steel pipe is: intermediate frequency heat insulation → heat preservation → air cooling → controlled cooling → air cooling. The process steps are as follows:
[0087] Lift the steel pipes to the inclined loading platform in advance, and place them in sequence; start the loading device, the loading pallet on the device lifts the steel pipe from the loading platform, and the steel pipe rolls in with a limit baffle The loading pallet of (feeding baffle) will fall onto the loading roller table as the loading pallet is lowered;
[0088] Intermediate frequency induction heating: start the feeding roller table group and the intermediate frequency induction furnace roller table group to move the steel pipe forward. When the steel pipe moves into the intermediate frequency induction furnace, stop the roller table and adjust the height of the intermediate frequency i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More