

Thick-plate narrow-gap laser scanning filler wire welding method
A technology of laser scanning and welding method, which is applied in laser welding equipment, welding equipment, edge parts of workpieces, etc., can solve the problems of inability to melt the grooves on both sides of the weld, small laser focus spots, and low bridging ability. To achieve the effect of reducing heat input and heat affected zone, reducing the amount of filler metal, and reducing heat input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
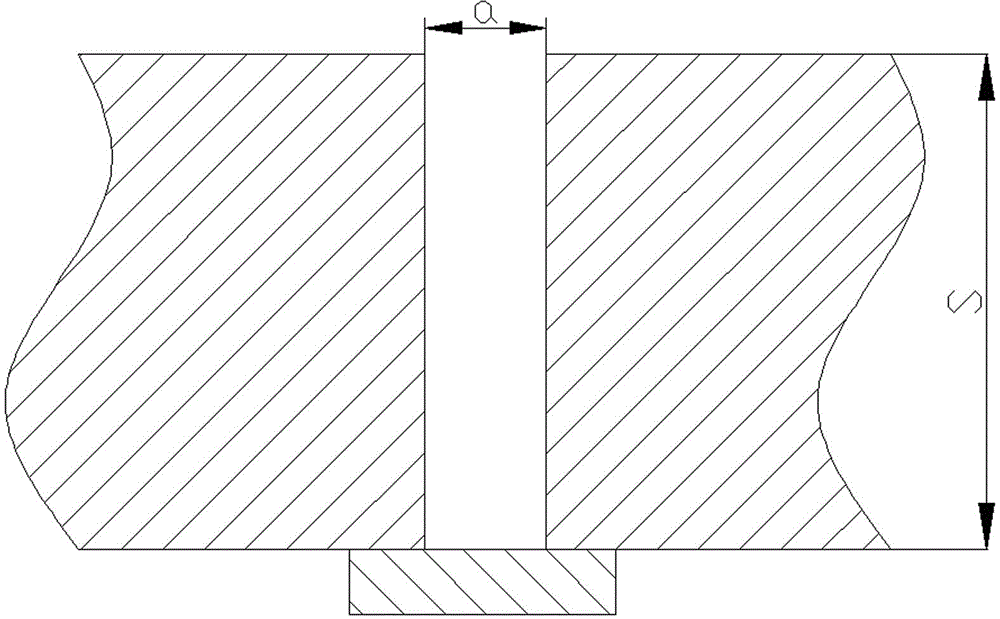
[0043] The welded thick plate is Q235 carbon steel plate with a thickness of 60mm, such as figure 2 As shown, an I-shaped groove is set between the two thick plates 4 to be welded, and the groove width a is 12 mm.
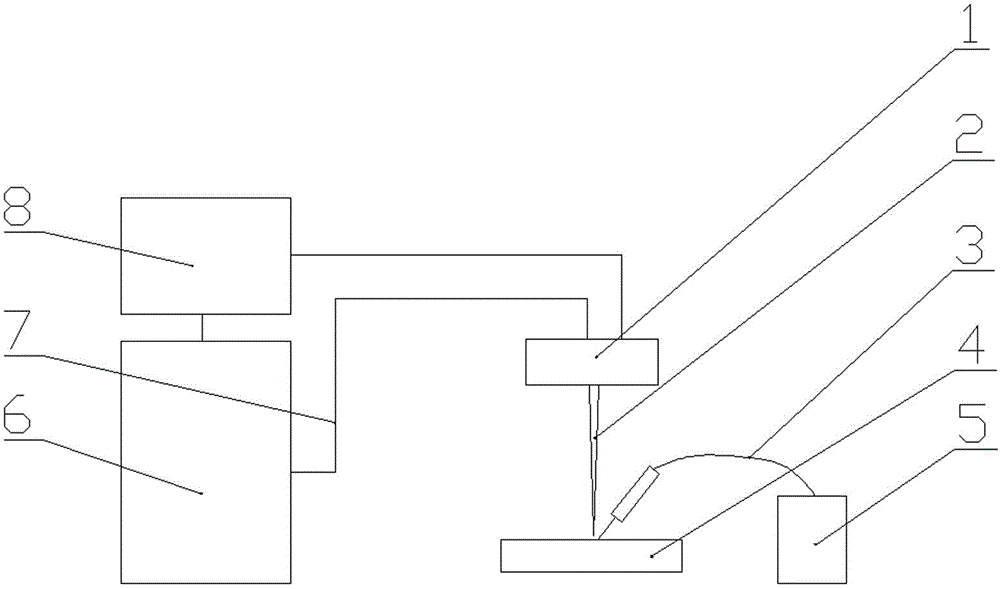
[0044] Fix the two thick plates 4 to be welded on the workbench, and at the same time put the welding head (such as Figure 6 Shown) is fixed on the ring guide rail, and the distance between the scanning galvanometer and the weld surface is adjusted.
[0045] After the preparation of the two thick plates 4 to be welded and the welding system is completed, use ER50-6 welding wire for the first welding. Set the laser power to 5000W, the defocus amount to 0, the wire feeding speed to 500mm / min, the scanning speed of the galvanometer to 100mm / s, and the scanning method to adopt Figure 7 In the form, the scanning distance is 0.4mm, and the walking speed of the welding head on the circular guide rail is 10mm / s. Protected by high-purity argon, the flow rate is 30Lmin...
Embodiment 2
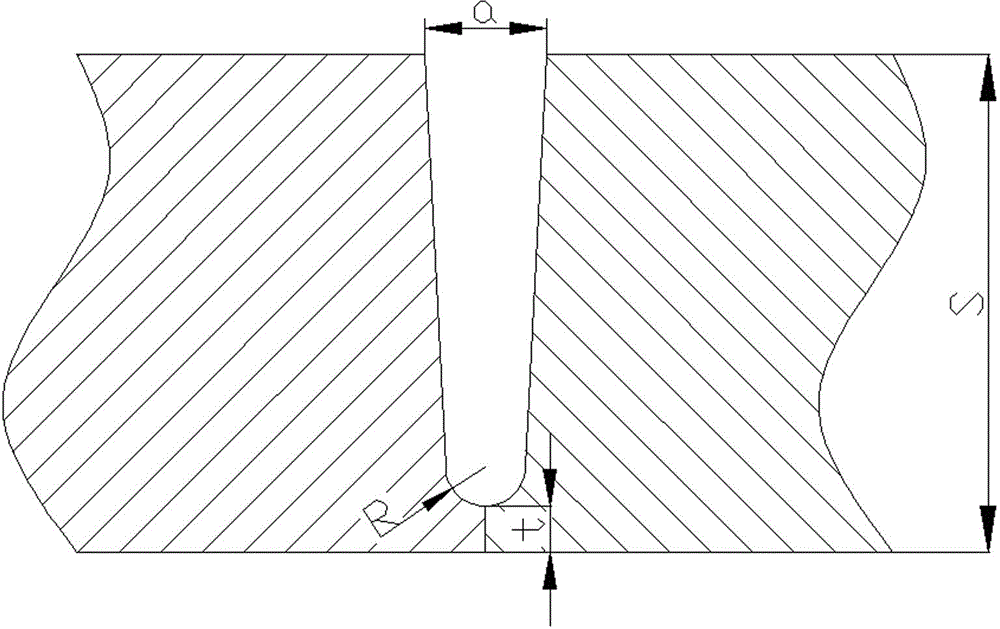
[0048] The welded thick plate is 304L stainless steel with an outer diameter of 457mm and a wall thickness of 40mm, such as image 3 As shown, for the two thick plates to be welded 4 open a deep U-shaped groove with a thick blunt edge, the blunt edge thickness t is 8mm, the groove width a is 12mm, and the arc radius R is 4.5mm.
[0049] Fix the two thick plates 4 to be welded on the clamping mechanism, and at the same time connect the welding head (such as Figure 6 Shown) is fixed on the ring guide rail, and the distance between the scanning galvanometer and the weld surface is adjusted.
[0050] After the preparation of the two thick plates 4 to be welded and the welding system is completed, the backing welding is carried out. Set the laser power to 5500W, the defocus amount to 0, and the walking speed of the welding head on the circular guide rail to be 10mm / s. Protected by high-purity argon, the flow rate is 30Lmin. During the bottom welding process, the scanning galvan...
Embodiment 3
[0053] The welded thick plate is 316L stainless steel with an outer diameter of 426mm and a wall thickness of 36mm, such as Figure 4 As shown, for the two thick plates to be welded 4, a deep V-shaped groove with a thick blunt edge is made, the thickness of the blunt edge is 10mm, the groove inclination angle α is 20°, and β is 40°.
[0054] Fix the two thick plates 4 to be welded on the clamping mechanism, and at the same time connect the welding head (such as Figure 6 Shown) is fixed on the ring guide rail, and the distance between the scanning galvanometer and the weld surface is adjusted.
[0055] After the preparation of the two thick plates 4 to be welded and the welding system is completed, the backing welding is carried out. The laser power is set to 6000W, the defocus amount is 0, and the walking speed of the welding head on the circular guide rail is 12mm / s. Protected by high-purity argon, the flow rate is 30Lmin. During the bottom welding process, the scanning g...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More