

Powder injection molding process by utilizing low-cost hydrogenated-dehydrogenated titanium powder
A technology of hydrogenation dehydrogenation titanium powder and powder injection molding, which is applied in the field of forming technology of titanium alloy, can solve the problems of poor fluidity of hydrogenation dehydrogenation titanium powder, difficult to manufacture products, and difficult to shape, and achieves good density and mechanical properties. , Improve the yield and enhance the effect of fluidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Example 1 The powder injection molding process of manufacturing pure titanium parts with low-cost hydrogenated dehydrogenated titanium powder
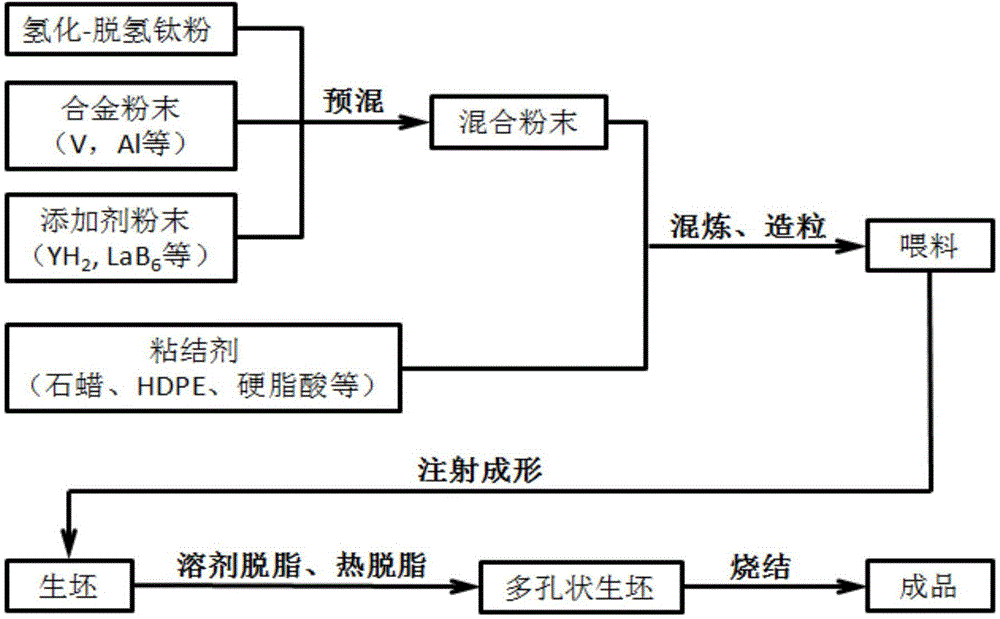
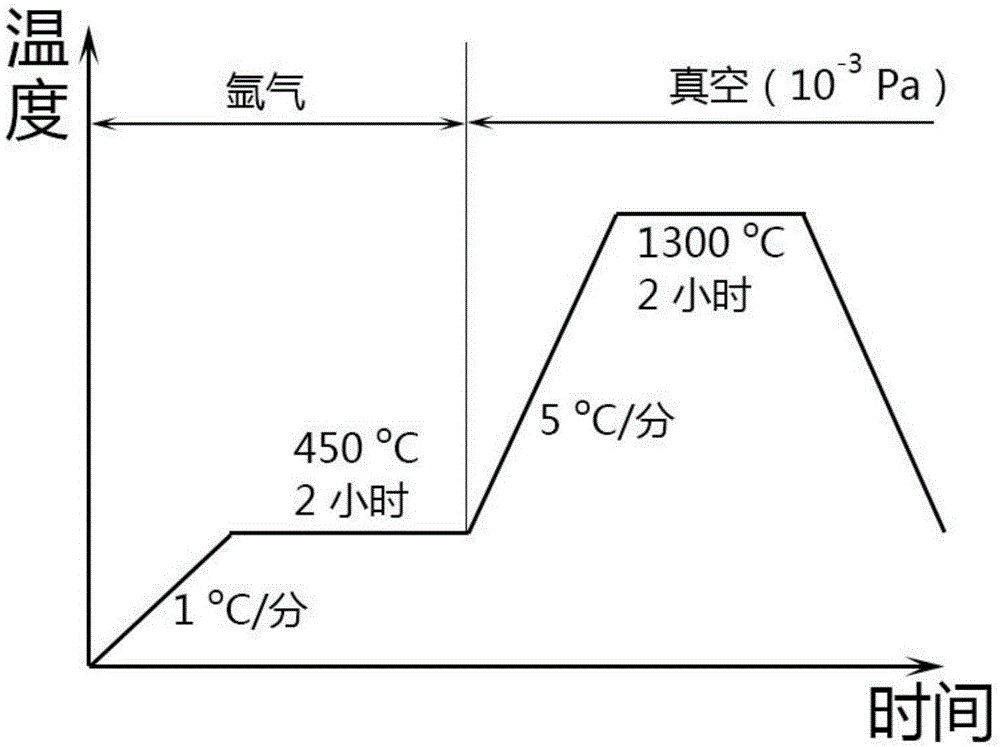
[0040] The hydrogenation-dehydrogenation titanium powder and the LaB6 powder that accounted for 1wt.% of the total weight of the mixed powder were mixed uniformly to obtain the mixed powder, and then adding a polymer binder (50wt.% HDPE, 45wt. % paraffin and 5wt.% stearic acid), first heat the metal powder to 160°C in the internal mixer, then gradually add HDPE, paraffin and stearic acid. After mixing evenly, the granular feed is made by a granulator. Ultrasonic-assisted injection molding was performed at 140°C to produce green bodies (yield >90%). Soak the green body in a n-hexane solution at 40°C and keep it warm for 24 hours to degrease the solvent. Then take out the green body, put it into the degreasing sintering furnace after drying. Residual binder was removed by thermal debinding at 450°C. Raise the vacuum of the sin...
Embodiment 2
[0041] Example 2 The powder injection molding process of manufacturing Ti6Al4V parts with low-cost hydrogenation-dehydrogenation titanium powder
[0042] The hydrogenated-dehydrogenated titanium powder and the total weight of the mixed powder are mixed with 6wt.% aluminum powder, 4wt.% vanadium powder and 1wt.% LaB6 powder, and then add 45vol.% polymer viscose Binder (50wt.% HDPE, 45wt.% paraffin and 5wt.% stearic acid), first heat the metal powder to 160°C in an internal mixer, and then gradually add HDPE, paraffin and stearic acid. After mixing evenly, the granular feed is made by a granulator. Ultrasonic-assisted injection molding was performed at 140°C to produce green bodies (yield >90%). Soak the green body in a n-hexane solution at 40°C and keep it warm for 24 hours to degrease the solvent. Then take out the green body, put it into the degreasing sintering furnace after drying. Residual binder was removed by thermal debinding at 450°C. Raise the vacuum of the sinter...
Embodiment 3
[0043] Example 3 The powder injection molding process of manufacturing pure titanium parts with low-cost hydrogenated dehydrogenated titanium powder
[0044]The hydrogenation-dehydrogenation titanium powder and the YH powder that accounted for 0.5wt.% of the total weight of the mixed powder were mixed homogeneously to obtain the mixed powder, and then adding accounted for a total volume of 42vol.% polymer binder (50wt.% HDPE, 47wt .% paraffin and 3wt.% stearic acid), first metal powder is heated to 160 ℃ in the internal mixer, then gradually add HDPE, paraffin and stearic acid. After mixing evenly, the granular feed is made by a granulator. Ultrasonic-assisted injection molding was performed at 140°C to produce green bodies (yield >90%). Soak the green body in a n-hexane solution at 40°C and keep it warm for 24 hours to degrease the solvent. Then take out the green body, put it into the degreasing sintering furnace after drying. Residual binder was removed by thermal debind...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More