A clean fuel engine powder metallurgy high-speed steel valve seat and its preparation process
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A powder metallurgy and high-speed steel technology is applied in the field of powder metallurgy high-speed steel valve seats for clean fuel engines and their preparation. Effect of Seat Density
Active Publication Date: 2018-10-02
HUBEI UNIV OF AUTOMOTIVE TECH
View PDF2 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0009] In order to solve the problem of serious wear of powder metallurgy valve seat of clean fuel engine, the purpose of the present invention is to provide a powder metallurgyhigh speed steel valve seat of clean fuel engine and its preparation process
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
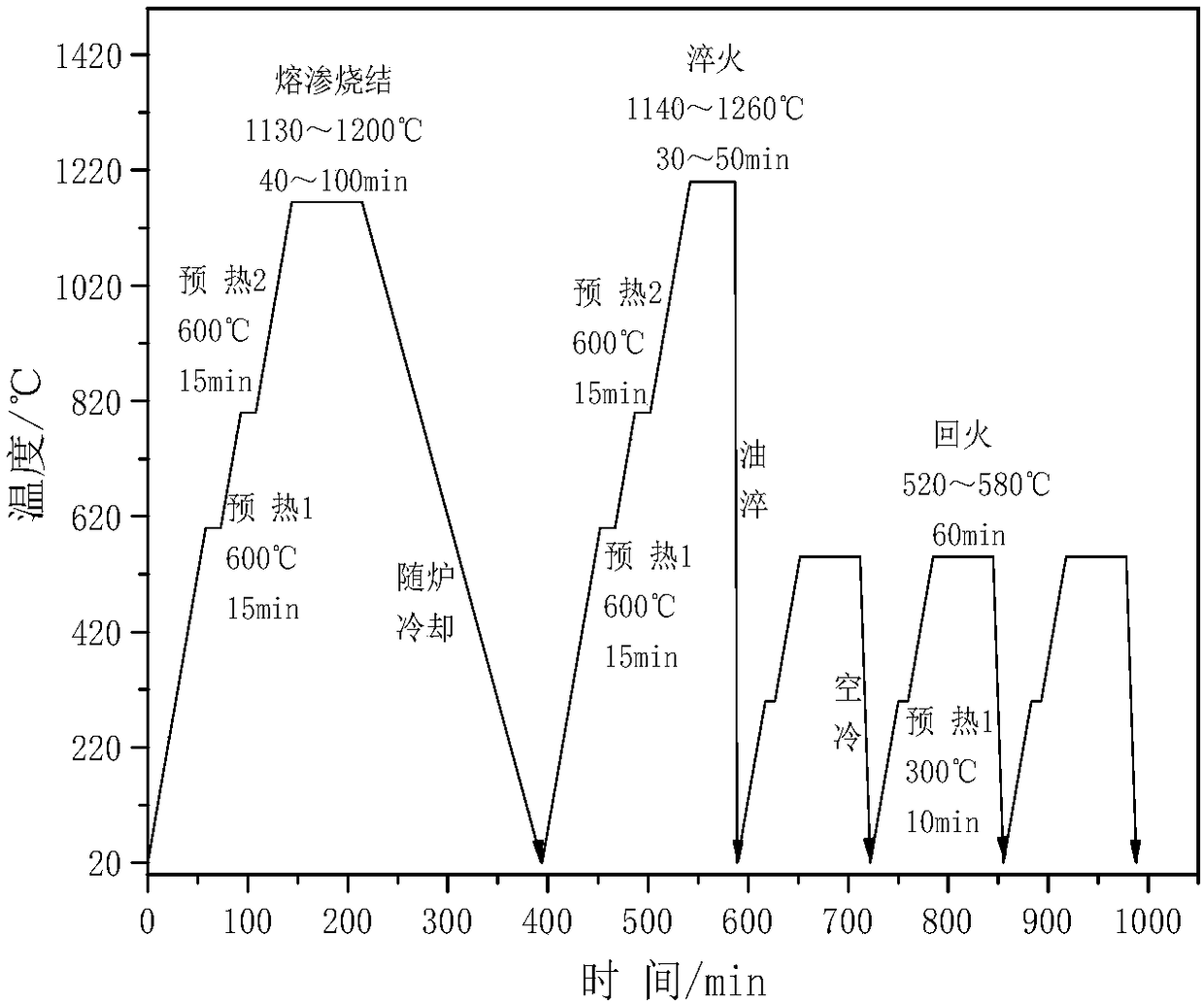
[0036] (1) Carry out direct infiltration sintering in a vacuum sintering furnace, heat preservation at 600°C and 800°C for 15 minutes, heat preservation at 1165°C for 40-100 minutes, and a heating rate of 10°C / min, and cool with the furnace after infiltration sintering is completed.
[0037] (2) Heat to 1140°C in a vacuum quenching furnace, keep it warm for 30-50 minutes, and the heating rate is 10°C / min, quench it in warm oil (about 50°C), then heat it to 300°C for 10 minutes, and keep it at 520°C for 60 minutes. Tempering treatment 3 times.
[0040] (1) Carry out direct infiltration sintering in a vacuum sintering furnace, heat preservation at 600°C and 800°C for 15 minutes, heat preservation at 1165°C for 40-100 minutes, and a heating rate of 10°C / min, and cool with the furnace after infiltration sintering is completed.
[0041] (2) Heat to 1180°C in a vacuum quenching furnace, keep it warm for 30-50min, and the heating rate is 10°C / min, quench it in warm oil (about 50°C), then heat it to 300°C and keep it for 10min, and keep it at 580°C for 60min, Tempering treatment 3 times.
[0044] (1) Carry out direct infiltration sintering in a vacuum sintering furnace, heat preservation at 600°C and 800°C for 15 minutes, heat preservation at 1165°C for 40-100 minutes, and a heating rate of 10°C / min, and cool with the furnace after infiltration sintering is completed.
[0045] (2) Heat to 1220°C in a vacuum quenching furnace, keep it warm for 30-50 minutes, and the heating rate is 10°C / min, quench in warm oil (about 50°C), then heat to 300°C and keep it for 10 minutes, and keep it at 520°C for 60 minutes, Tempering treatment 3 times.
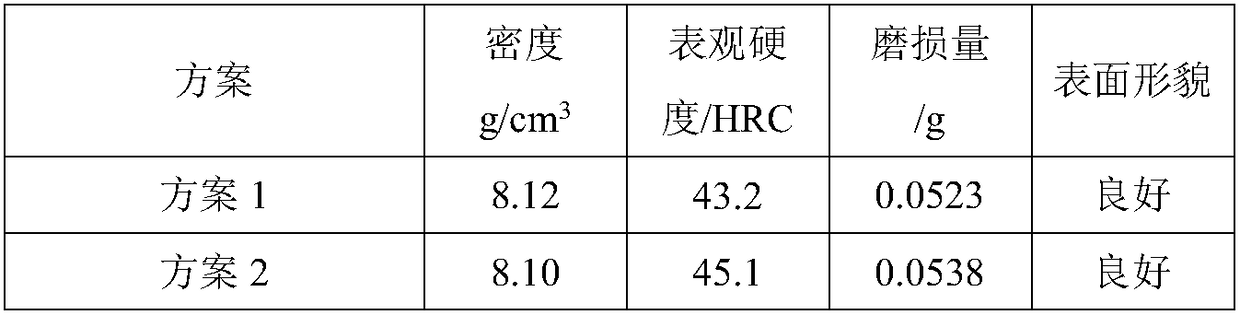
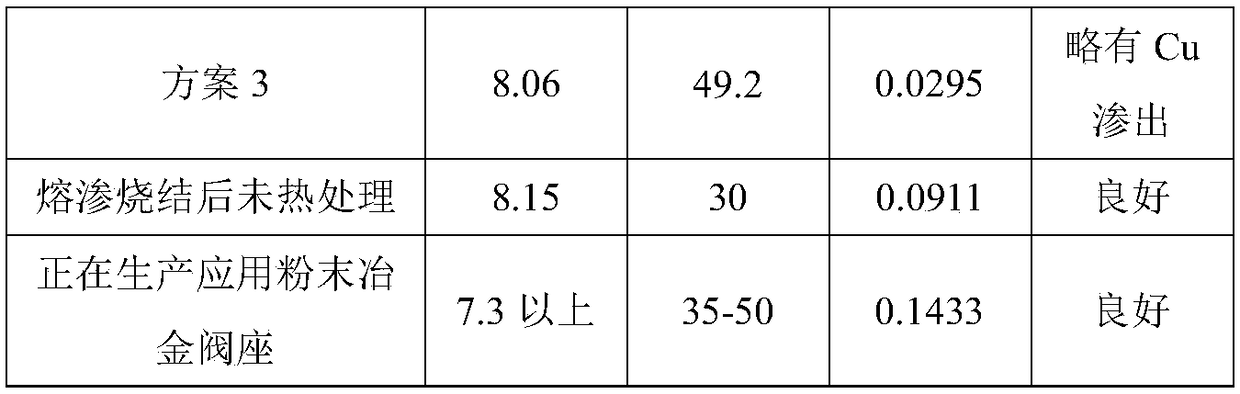
[0047] Abrasion resistance test. Test conditions: The wear test is carried out on the M-2000 friction and wear testingmachine, using disc-pin wear, resin alumina material as the abrasive, the load is 120N, the friction speed is 200r / min, and the wear time is 30min.
[0048] The specific index of the powder metallurgy high-speed steel valve seat prepared by the technical solution of ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
density
aaaaa
aaaaa
Login to View More
Abstract
The invention discloses a clean fuel engine powdermetallurgy high-speed steel valve seat and its preparation process. The base material is W6Mo5Cr4V2 high-speed steel powder, and Cu, Co-Cr-Mo and Fe-Mo hard particles are added; the composition mass percentage is W6Mo5Cr4V2 is 45% to 57%; Co-Cr-Mo is 13% to 17%; Fe-Mo is 4% to 7%; Cu is 17% to 22%; solidlubricant and free cutting components are 2% to 3% %. The invention adopts infiltration sintering and heat treatment technology to reduce and improve the density, hardness and wear resistance of the powdermetallurgy high-speed steel valve seat, on the one hand, stable alloy tempered martensite and fine dispersed secondary alloycarbide can be obtained. On the other hand, the combination of the matrix and the hard particles is more firm, and it is not easy to peel off from the matrix during friction and wear. Through the infiltration sintering and heat treatment process, the material density, hardness and wear resistance are improved.
Description
technical field [0001] The invention relates to the technical field of metal materials, in particular to a powder metallurgy high-speed steel valve seat for a clean fuel engine and a preparation process thereof. Background technique [0002] The valve seat of the valve is an important part of the engine. It cooperates with the valve to control the entry and exit of gas and exhaust gas. Its performance directly affects the power and economy of the engine. The original fuel oil valve seat has been working under high temperature, high impact load, hot corrosionatmosphere and other environments for a long time, and the working conditions are very harsh. Since the beginning of the 21st century, the use of clean fuels such as CNG and LPG in engines has become the key support direction of my country's new energy strategy. However, after engines use clean fuels such as CNG and LPG, the lubricating components of the fuel are reduced, and the valves and valve seats are in direct cont...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More