

Method for barrel-plating zinc-nickel alloy on automobile part
An auto parts, zinc-nickel technology, applied in the field of auto parts surface processing, can solve the problems of uneven coating, affecting product appearance and performance, and the content of zinc and nickel cannot be guaranteed to be consistent, etc., to achieve good dispersion ability, guaranteed performance, and coating thickness. Evenly distributed effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

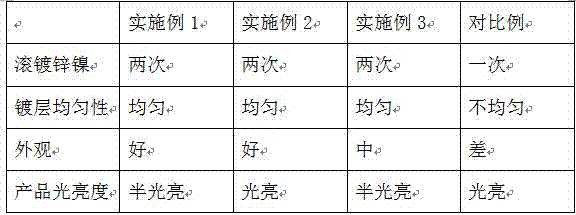
Examples
Embodiment 1
[0049] The method for barrel-plating zinc-nickel alloy of the present embodiment cap nut may further comprise the steps:
[0050] (1) Hot alkali degreasing: put the cap nut in the solution of the following components for hot alkali degreasing:
[0051] Sodium hydroxide 50g / L
[0052] Sodium Phosphate 25 g / L
[0053] Trisodium Phosphate 25 g / L
[0054] Sodium silicate 10 g / L
[0055] water balance
[0056] The hot alkali degreasing conditions are: temperature 65°C, time 15min.
[0057] Rinse with running water at about 50°C for 5s after hot alkali degreasing, and then rinse with running water at about 20°C for 5s;
[0058] (2) Primary anode electrolysis: place the cap nuts degreased by hot alkali in step (1) in the solution of the following components for anodic electrolysis:
[0059] HMC-02A degreasing powder 60g / L
[0060] HMC-02B Degreaser 6ml / L
[0061] water balance
[0062] Anode electrolysis conditions are: temperature 50°C, current density 1.0A / dm 2 , time 6mi...
Embodiment 2
[0092] The method for barrel-plating zinc-nickel alloy of the present embodiment cap nut may further comprise the steps:
[0093] (1) Hot alkali degreasing: put the cap nut in the solution of the following components for hot alkali degreasing:
[0094] Sodium hydroxide 100g / L
[0095] Sodium Phosphate 50 g / L
[0096] Trisodium Phosphate 35 g / L
[0097] Sodium silicate 15 g / L
[0098] water balance
[0099] The hot alkali degreasing conditions are: temperature 75°C, time 6min.
[0100] Rinse with running water at about 50°C for 20s after hot alkali degreasing, and then rinse with running water at about 20°C for 20s;
[0101] (2) Primary anode electrolysis: place the cap nuts degreased by hot alkali in step (1) in the solution of the following components for anodic electrolysis:
[0102] HMC-02A degreasing powder 80g / L
[0103] HMC-02B degreaser 10ml / L
[0104] water balance
[0105] Anode electrolysis conditions are: temperature 70°C, current density 5.0A / dm 2 , time ...
Embodiment 3
[0135] The method for barrel-plating zinc-nickel alloy of the present embodiment cap nut may further comprise the steps:
[0136] (1) Hot alkali degreasing: put the cap nut in the solution of the following components for hot alkali degreasing:
[0137] Sodium hydroxide 75g / L
[0138] Sodium Phosphate 38 g / L
[0139] Trisodium Phosphate 30 g / L
[0140] Sodium silicate 12 g / L
[0141] water balance
[0142] The hot alkali degreasing conditions are: temperature 70°C, time 10minn.
[0143] After hot alkali degreasing, rinse with running water at about 50°C for 12s, and then rinse with running water at about 20°C for 12s;
[0144] (2) Primary anode electrolysis: place the cap nuts degreased by hot alkali in step (1) in the solution of the following components for anodic electrolysis:
[0145] HMC-02A degreasing powder 70g / L
[0146] HMC-02B Degreaser 8ml / L
[0147]water balance
[0148] Anode electrolysis conditions are: temperature 60°C, current density 4.0A / dm 2 , time ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More