

Board production process and modification of inorganic glue
A production process, inorganic adhesive technology, applied in the direction of inorganic adhesives, wood processing equipment, wooden veneer joints, etc., can solve the problems of formaldehyde in high-pollution finished products, complicated process, energy consumption reduction, etc., to achieve market competition The effect of strong power, simplified process and reduced energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
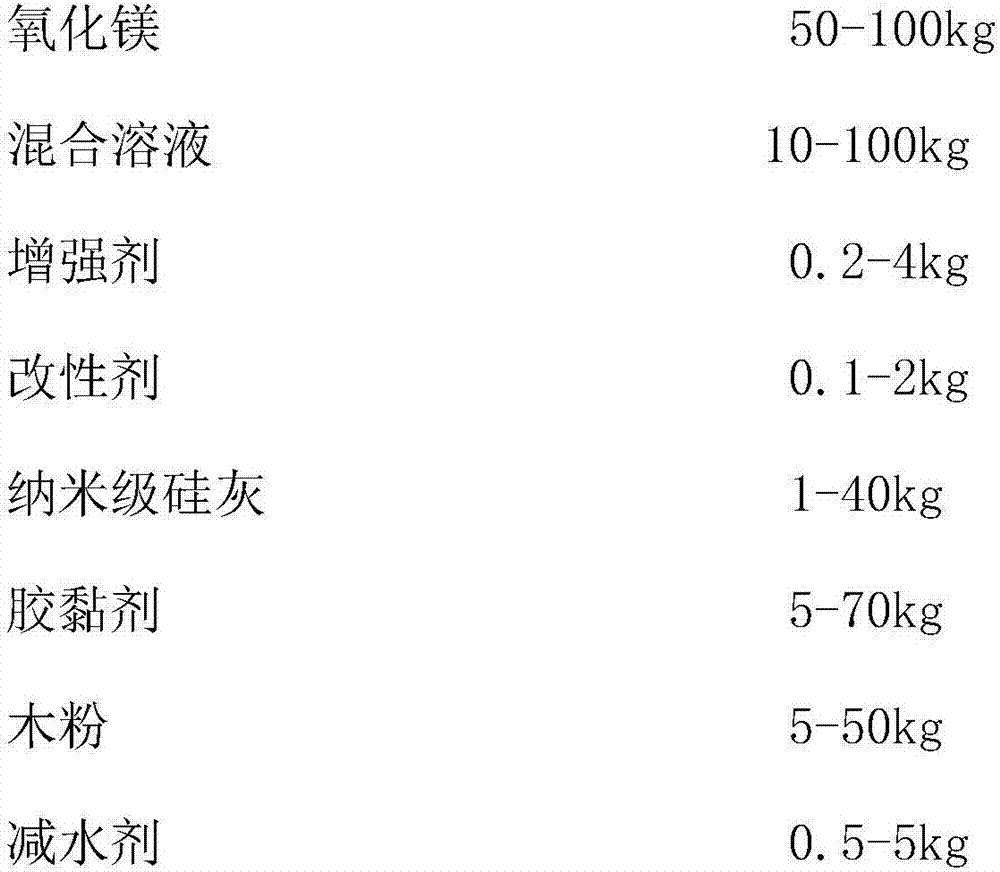
[0055] Plywood production process: add 90kg of mixed solution to 100kg of magnesium oxide, add 0.6kg of modifier and stir, the modifier is mixed with water glass, phosphoric acid, citric acid, trisodium phosphate and boric acid, and then add 20 Parts of nano-scale silica fume, 40 parts of adhesive, 30 parts of wood flour, and 1 part of water reducer are mixed for 2-15 minutes to form a viscous glue, ready for use.
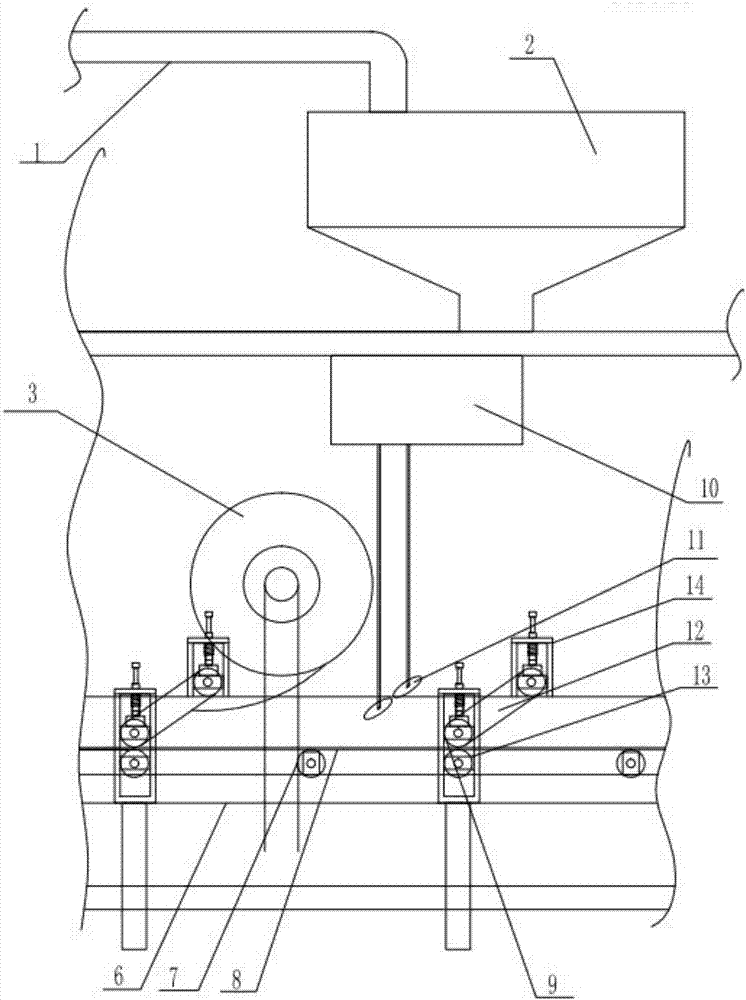
[0056] Cut according to the length of the raw material for sheet metal processing, and use a veneer rotary cutter to process it into a veneer with a required thickness of 0.3-6mm, and use a rolling machine to roll it into a veneer coil with a diameter of less than 1.2m. For use, the paving machine 6 lays the surface material on the conveyor belt 8 of the paving machine, and the inorganic glue is transported to the spraying machine 10 through the pipeline at the lower end of the glue hopper 2, and the spraying machine 10 then transports the inorganic glue to the glue...
Embodiment 2
[0058] Cement template production process: add 50kg of mixed solution to 80kg of magnesium oxide, add 0.6kg of modifier and stir, the modifier is mixed with water glass, phosphoric acid, citric acid, trisodium phosphate, boric acid, and then added 6kg of nano-silica fume, 20kg of adhesive, 15kg of wood flour, and 1kg of water reducing agent are stirred for 2-15 minutes to form a viscous glue, ready for use.
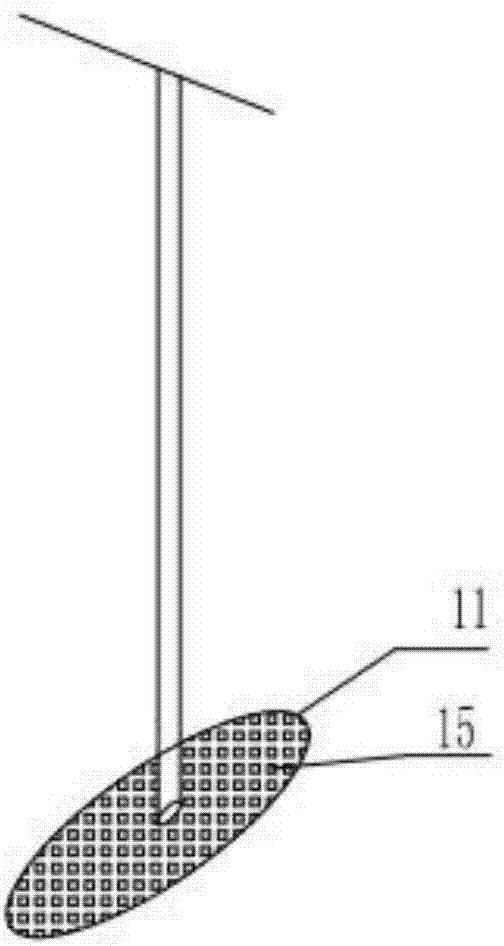
[0059] The fiber woven or non-woven surface material is filmed by a plastic borderless machine to form a cement template panel. The fiber woven or non-woven surface material on the back of the panel is raised by a raising machine to increase the bonding strength, and the inorganic glue is passed through the glue hopper. 2. The pipeline at the lower end is transported to the spraying machine 10, and the spraying machine 10 then transports the inorganic glue to the glue spraying device 11. The glue spraying device 11 is provided with a number of spray holes 15, and the inorg...
Embodiment 3
[0061] Cement template production process: add 100kg of mixed solution to 80kg of magnesium oxide, add 0.6kg of modifier and stir, the modifier is mixed with water glass, phosphoric acid, citric acid, trisodium phosphate and boric acid, and then added 15 parts of nano-silica fume, 45 parts of adhesive, 18 parts of wood flour, and 1 part of water reducer are mixed for 2-15 minutes, and then a viscous glue is formed, ready for use.
[0062] The adhesive film paper and dry veneer are hot-pressed with a dispersing resin to form a specification surface material, the specification is 36-48 inches, cut according to the length of the raw material for sheet processing, and processed into the required specification thickness with a veneer rotary cutter The size of the veneer is 0.3-6mm, and it is rolled into a veneer roll with a diameter of less than 1.2m by a rolling machine, and it is ready for use. The paving machine 6 spreads the surface material on the conveyor belt 8 of the paving ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More