High-fluidity high-apparent-performance low-VOC long-glass-fiber reinforced polypropylene composite material and preparation method therefor
A long glass fiber, high fluidity technology, applied in the field of polypropylene composite materials, can solve problems such as unfavorable cost control and formula design, deterioration of mechanical properties and emission properties, and deterioration of batch production stability. Excellent apparent quality, high apparent performance, and the effect of reducing production temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
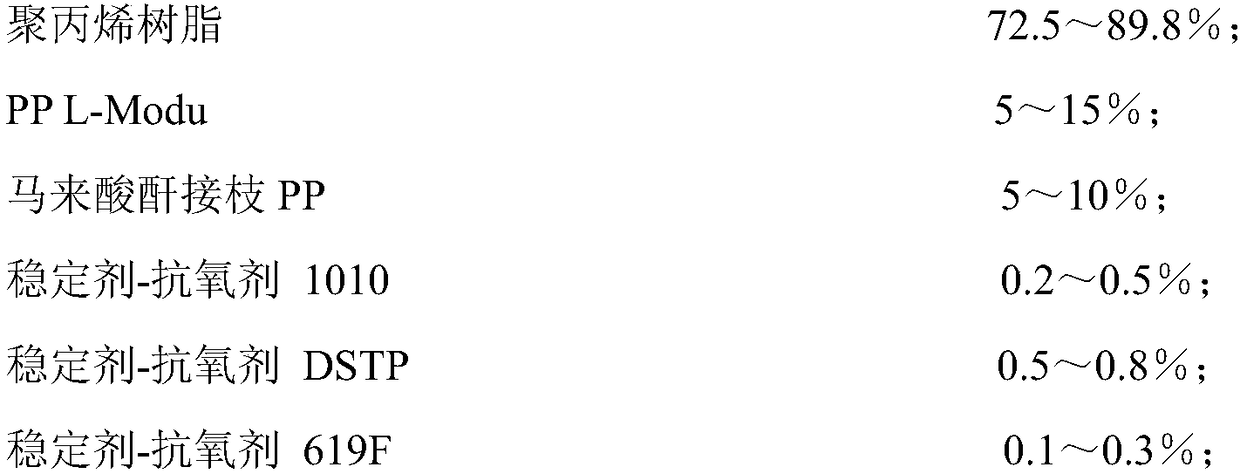
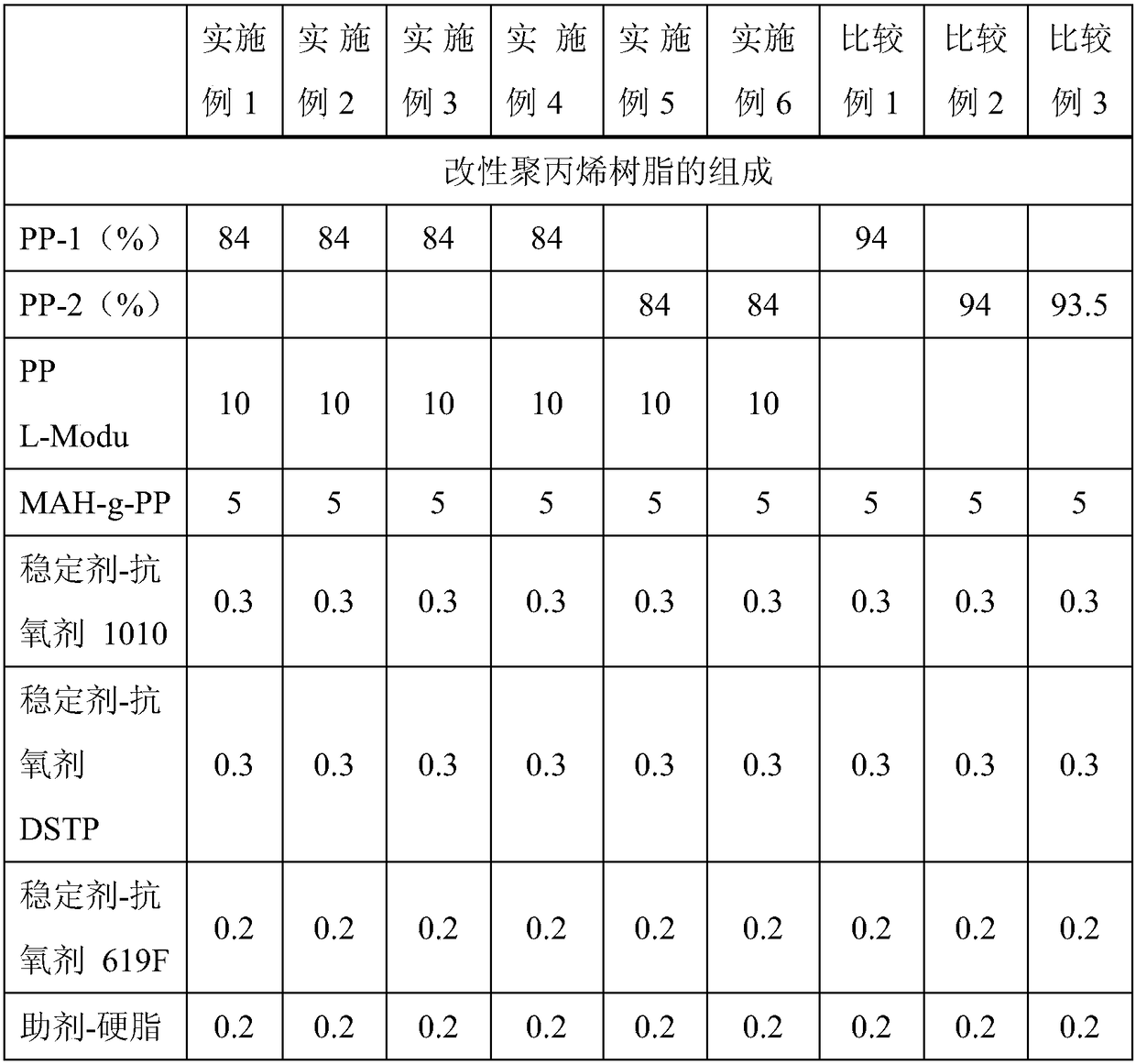
[0046] Use TE-35 (length-to-diameter ratio L / D=48) twin-screw extruder, 84kg polypropylene resin PP-1, PP L-Modu10kg, MAH-g-PP H9522 5kg, stabilizer-antioxidant 1010 300g , Stabilizer-Antioxidant DSTP 300g, Stabilizer-Antioxidant 619F 200g, Auxiliary-Calcium Stearate CaST 200g are mixed uniformly through a high-speed mixer, and then the above mixture is added through the main feeding port of the extruder. The processing temperatures are: 140°C, 180°C, 210°C, 225°C, 245°C, 245°C, 260°C, 260°C, and the speed of the main machine is 350rpm.
[0047] The modified polypropylene resin and the continuous glass fiber after the melt reaction of the extruder are prepared by the pultrusion process to prepare the long glass fiber reinforced polypropylene composite material. The temperature of the impregnating mold is 245 ℃. The long glass fiber-reinforced PP pellets with a fiber weight percentage of 30% and the same length as the resin pellets were used to prepare standard mechanical test ...
Embodiment 2
[0049]Use TE-35 (length-to-diameter ratio L / D=48) twin-screw extruder, 84kg polypropylene resin PP-1, PP L-Modu10kg, MAH-g-PP H9522 5kg, stabilizer-antioxidant 1010 300g , Stabilizer-Antioxidant DSTP 300g, Stabilizer-Antioxidant 619F 200g, Auxiliary-Calcium Stearate CaST 200g are mixed uniformly by a high-speed mixer, and then the above mixture is added through the main feeding port of the extruder. The processing temperatures are: 140°C, 180°C, 210°C, 225°C, 245°C, 245°C, 260°C, 260°C, and the speed of the main machine is 350rpm.
[0050] The modified polypropylene resin and the continuous glass fiber after the melt reaction of the extruder are prepared by the pultrusion process to prepare the long glass fiber reinforced polypropylene composite material. The temperature of the impregnating mold is 245 ℃. The long glass fiber-reinforced PP pellets with a fiber weight percentage of 40% and the same length as the resin pellets were used to prepare standard mechanical test specim...
Embodiment 3
[0052] Use TE-35 (length-to-diameter ratio L / D=48) twin-screw extruder, 84kg polypropylene resin PP-1, PP L-Modu10kg, MAH-g-PP H9522 5kg, stabilizer-antioxidant 1010 300g , Stabilizer-Antioxidant DSTP 300g, Stabilizer-Antioxidant 619F 200g, Auxiliary-Calcium Stearate CaST 200g are mixed uniformly by a high-speed mixer, and then the above mixture is added through the main feeding port of the extruder. The processing temperatures are: 140°C, 180°C, 210°C, 225°C, 245°C, 245°C, 260°C, 260°C, and the speed of the main machine is 350rpm.
[0053] The modified polypropylene resin and the continuous glass fiber after the melt reaction of the extruder are prepared by the pultrusion process to prepare the long glass fiber reinforced polypropylene composite material. The temperature of the impregnating mold is 245 ℃. The fiber weight percentage is 50% and the length of the long glass fiber reinforced PP pellets is the same as that of the resin pellets. The standard mechanical test specim...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More