

Lorentz-force-based laser welding pool control method
A control method and Lorentz force technology, applied in laser welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of unstable welding process, humps and arc craters, easy to generate pores, etc., and achieve good fluidity and enhanced ability, the effect of increasing penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
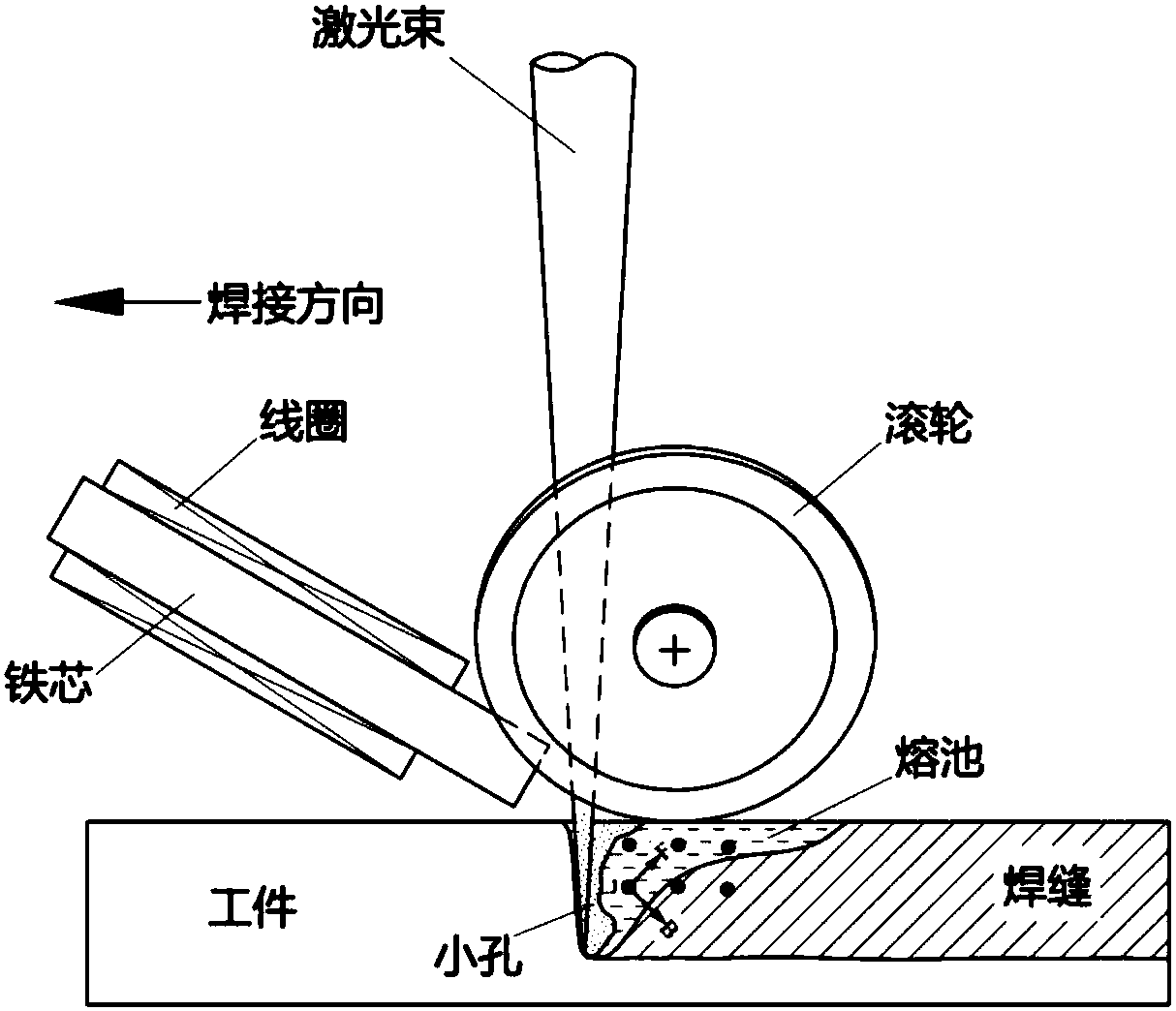
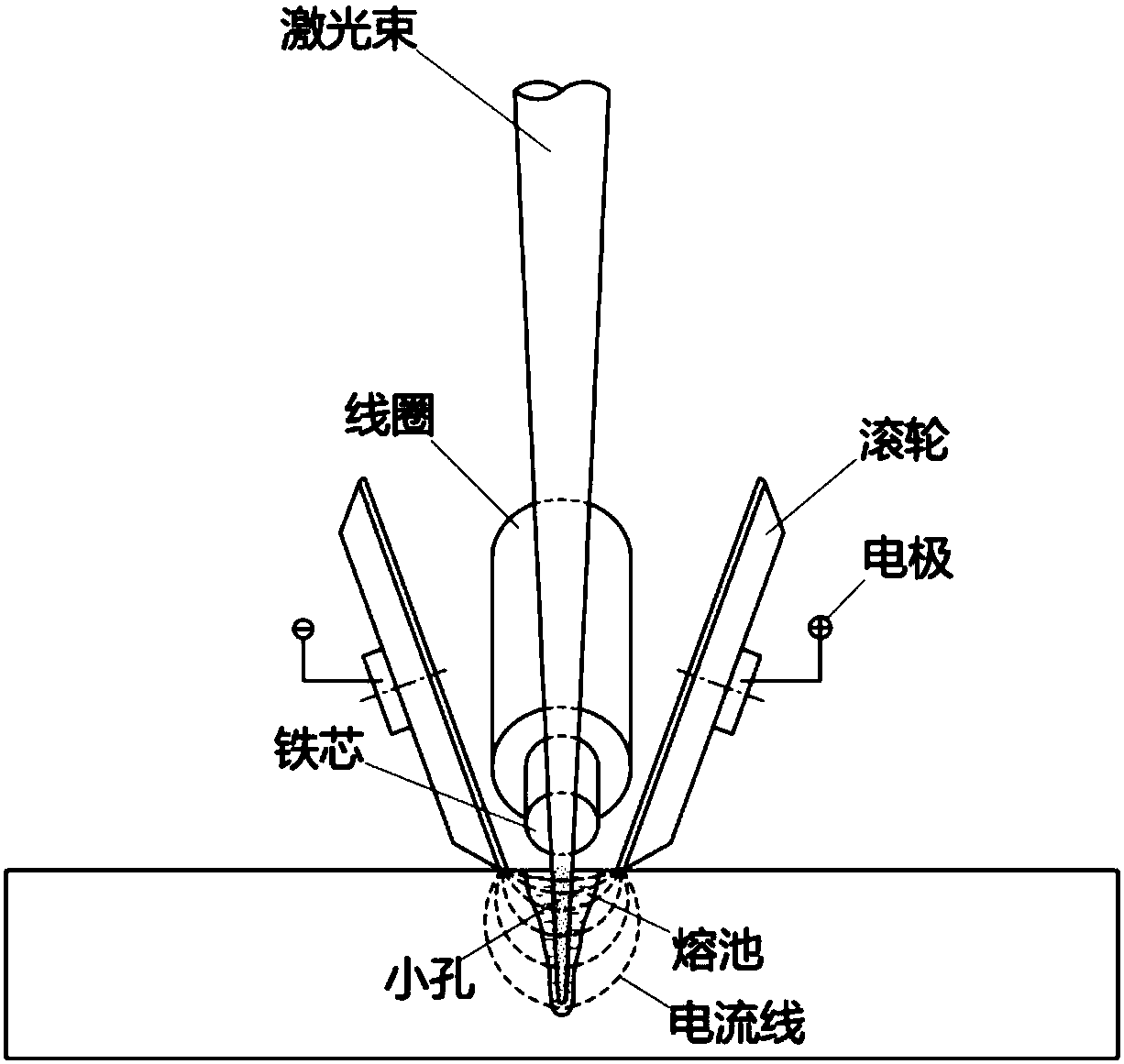
[0031] The specific implementation device of this embodiment is as figure 2 , image 3 shown. The welding material is 316L stainless steel, the thickness of the plate is 20mm, and the dirt is removed on the surface; the laser power is 18KW, the spot size is 0.45mm, and the welding speed is 1m / min; the front shielding gas: Ar gas, the flow rate is 15L / min, and the back is 10L / min Ar gas protection; Electrode material: chromium zirconium copper, electrode form: a pair Roller, the angle between the two electrodes is 60°, the electrode spacing (the distance between the electrode and the contact point on the workpiece surface) is 12mm, the current is DC 100A, and the distance between the electrode and the laser beam (the distance between the electrode contact line and the central axis of the beam) is 2mm; The strip-shaped NdFeB permanent magnet is arranged obliquely in front of the molten pool to form an angle of 30° with the surface of the workpiece. The size of the magnet is ...
Embodiment 2
[0033] In this embodiment, the electrode of the implementation device is changed from the roller of the embodiment to a round rod, the electrode diameter is 5mm, the electrode material is chromium-zirconium copper, the electrode spacing (the distance between the electrode and the surface contact point of the workpiece) is 8mm, and a constant voltage of 50A is applied between the two electrodes. Current; the distance between the electrode and the beam (the distance between the electrode contact line and the central axis of the beam) is 1mm, the welding material is 6061 aluminum alloy, the plate thickness is 4mm, and the dirt and oxide film are removed from the surface; the laser power is 4.5KW, and the spot size is 0.45mm. Welding speed 2m / min; front shielding gas: Ar gas, flow rate 15L / min, back 10L / min Ar gas protection; strip NdFeB permanent magnets are placed in front of the molten pool obliquely at an angle of 30° with the surface of the workpiece, the size of the magnet It...
Embodiment 3
[0035] The specific implementation device of this embodiment is as Figure 4 shown. The magnetic field is provided by an electromagnet coaxial with the laser, the magnetic field is a sinusoidal alternating magnetic field, the frequency is 50Hz, and the maximum magnetic field strength in the welding area is 0.2T. Welding material 2024 aluminum alloy, plate thickness 6mm, remove dirt and oxide film on the surface; laser power 5KW, spot size 0.45mm, welding speed 1.5m / min; front shielding gas: Ar gas, flow 15L / min, back 10L / min Ar gas protection; electrode material: chromium zirconium copper, electrode form: a pair Roller, the angle between the two electrodes is 60°, the electrode spacing (the distance between the electrode and the contact point on the workpiece surface) is 12mm, the current is DC 100A, the distance between the electrode and the laser beam (the distance between the electrode contact line and the beam axis) is 2mm .
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More