Laser hybrid welding technological method of high-strength magnesium alloy thick plate
A process method and composite welding technology, applied in the direction of laser welding equipment, welding equipment, welding equipment, etc., to achieve the effect of smooth and beautiful weld formation, improve the appearance quality of weld seam, and reduce the number of wire filler welding passes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
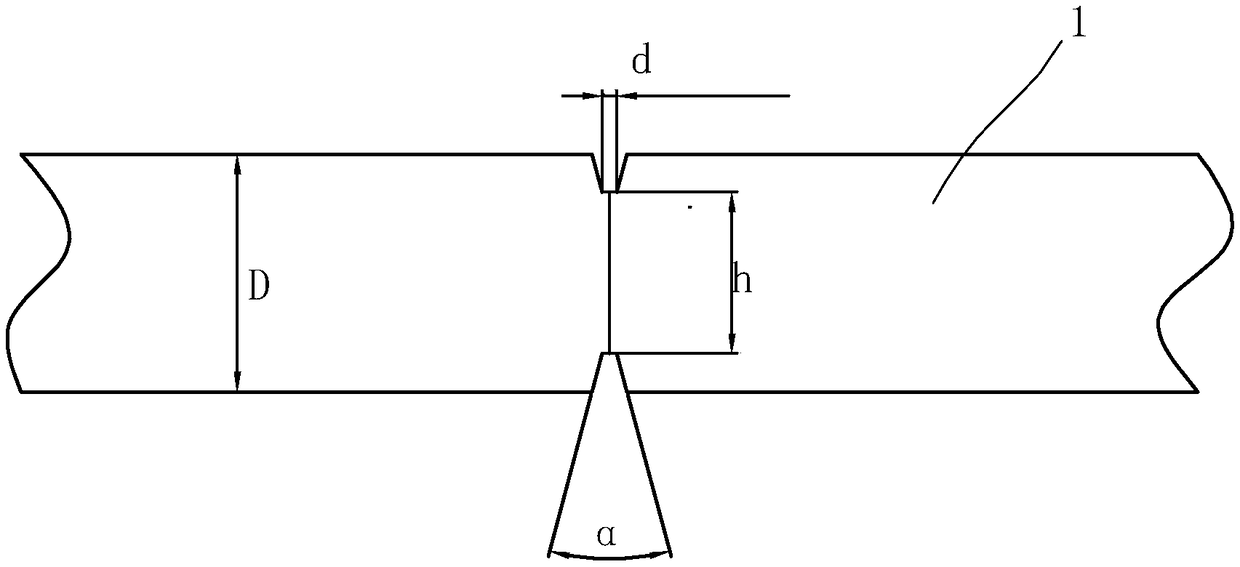
[0024] The magnesium alloy thick plate 1 to be welded this time uses AZ31 magnesium alloy plate with a thickness of D=20mm, and the composite welding wire uses self-made high-quality φ1.6mm AZ31 coil wire. Such as figure 1 As shown, where the blunt edge height h=15mm, the groove blunt edge width d=1mm, and the groove angle α=30°.
[0025] Welding equipment: semiconductor laser with laser beam rotation function + robot welding arm welding equipment, in which the laser welding equipment is a new type of laser developed on the basis of semiconductor lasers and a specially developed rotating welding head. The high-speed servo motor drives the wedge-shaped shaping lens and cooperates with the motion control algorithm to realize the high-speed stirring movement of the spot. According to the actual process requirements, the radius of rotation, the speed of rotation, the angle of rotation and the shape of the rotation (such as C-type, X-type and 8-shaped type).
[0026] Soldering st...
Embodiment 2
[0038] Magnesium alloy thick plate 1 welded in this embodiment selects Mg-Y-Zn-Zr magnesium alloy plate with a thickness of D=50mm, the composite welding wire selects self-made high-quality φ1.6mm Mg-Y-Zn-Zr wire, and welds the groove Designed in the form of a double Y-groove with blunt edges, such as figure 1 As shown, where the blunt edge height h=40mm, the groove blunt edge width d=3mm, and the groove angle α=60°.
[0039] Welding equipment: semiconductor laser with laser beam rotation function + robot welding arm welding equipment, in which the laser welding equipment is a new type of laser developed on the basis of semiconductor lasers and a specially developed rotating welding head. The high-speed servo motor drives the wedge-shaped shaping lens and cooperates with the motion control algorithm to realize the high-speed stirring movement of the spot. According to the actual process requirements, the radius of rotation, the speed of rotation, the angle of rotation and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Groove angle | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More