

A kind of rapid prototyping method and product of laser selected area of multi-phase ceramic mold
A technology of composite phase ceramics and laser selection, which is applied in the field of ceramic preparation, can solve the problems of large sintering shrinkage, difficulty in control, and small volume density of formed samples, and achieve good flow properties, shrinkage compensation, and good SLS molding performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
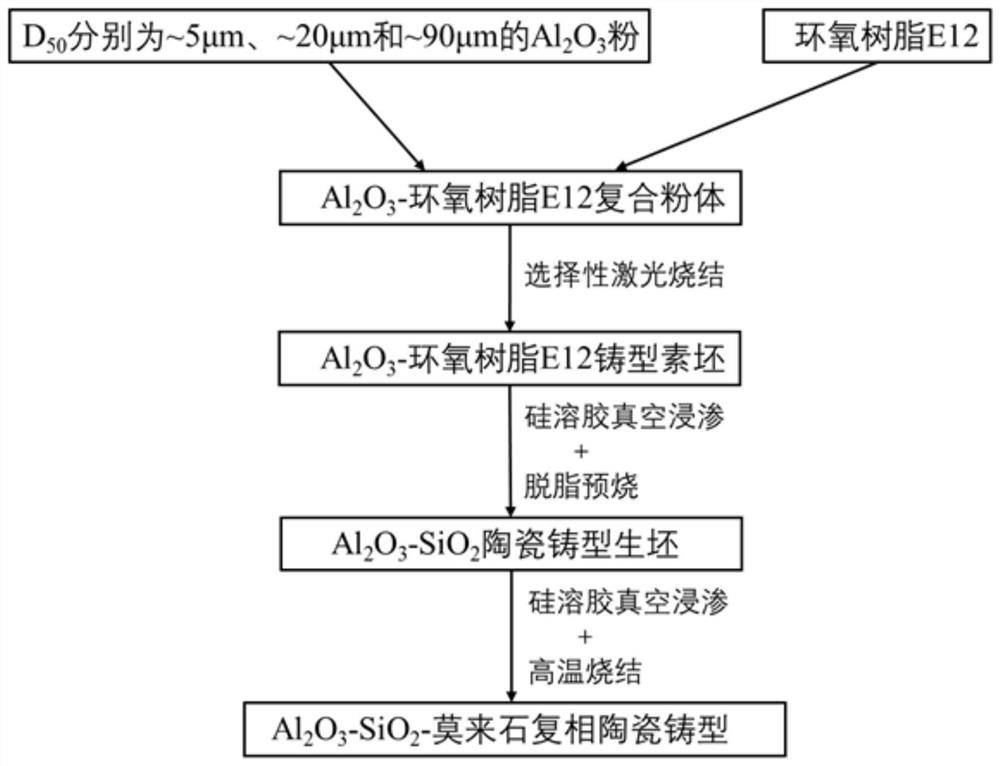
[0042] (a) Prepare mixed Al according to the blending ratio calculated by the model 2 O 3 Powder, where D 50 5um Al 2 O 3 Powder accounts for 10wt%, D 50 20um Al 2 O 3 Powder accounts for 19wt%, D 50 90um Al 2 O 3 The powder accounts for 71wt%, and then the epoxy resin E12 is mixed with Al 2 O 3 The powder is blended at a mass ratio of 1:20 and placed in a three-dimensional mixer, and ZrO is added at a ratio of ball to material ratio of 1:1 2 Grind the ball and mix for 2h to prepare the Al 2 O 3 -E12 composite powder;
[0043] (b) Use the above Al 2 O 3 -E12 composite powder for selective laser sintering rapid prototyping. The laser used in the process is a continuous laser with a wavelength of 9.4μm. The laser spot diameter is 0.15mm, and its power is 6W. 2 O 3 -E12 composite powder spreading thickness is 0.2mm, preheating temperature is 40℃, scanning rate is 1300mm / s, the laser power at the contour position of the model is 0.5 times that of the inside of the model, and the scannin...
Embodiment 2
[0047] (a) Prepare mixed Al according to the blending ratio calculated by the model 2 O 3 Powder, where D 50 5um Al 2 O 3 Powder accounts for 17wt%, D 50 20um Al 2 O 3 Powder accounts for 19wt%, D 50 90um Al 2 O 3 The powder accounts for 64wt%, and then the epoxy resin E12 is mixed with Al 2 O 3 The powder is blended at a mass ratio of 3:50 and placed in a three-dimensional mixer, and ZrO is added at a ratio of ball to material ratio of 1:1 2 Grind the ball and mix for 3h to prepare the Al 2 O 3 -E12 composite powder;
[0048] (b) Use the above Al 2 O 3 -E12 composite powder for selective laser sintering rapid prototyping. The laser used in the process is a continuous laser with a wavelength of 10.2μm. The laser spot diameter is 0.18mm, and its power is 8W. 2 O 3 -E12 composite powder spreading thickness is 0.17mm, preheating temperature is 45℃, scanning rate is 1500mm / s, where the laser power at the contour position of the model is 0.5 times that inside the model, and the scanning ...
Embodiment 3
[0052] (a) Prepare mixed Al according to the blending ratio calculated by the model 2 O 3 Powder, where D 50 5um Al 2 O 3 Powder accounted for 14wt%, D 50 20um Al 2 O 3 Powder accounts for 20wt%, D 50 90um Al 2 O 3 The powder accounts for 66wt%, and then the epoxy resin E12 is mixed with Al 2 O 3 The powder is blended at a mass ratio of 1:20 and placed in a double cone mixer, and ZrO is added at a ratio of ball to material ratio of 1:1 2 Grind the ball and mix for 2h to prepare the Al 2 O 3 -E12 composite powder;
[0053] (b) Use the above Al 2 O 3 -E12 composite powder for selective laser sintering rapid prototyping. The laser used in this process is a continuous laser with a wavelength of 9.6μm. The laser spot diameter is 0.17mm, and its power is 9W. 2 O 3 -E12 composite powder spreading thickness is 0.2mm, preheating temperature is 40℃, scanning rate is 1700mm / s, the laser power at the contour position of the model is 0.5 times that of the model, and the scanning rate at the cont...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More