Large splicing type plastic inspection well chamber, forming processing equipment and forming method
A technology of plastic inspection wells and large-scale splicing, applied in artificial islands, water conservancy projects, infrastructure projects, etc., can solve the problems of poor welding strength, affecting the welding strength and welding quality, and large size of injection molds. Seam joint strength, improve the quality of laser welding, improve the effect of mechanical strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0045] In order to enable those skilled in the art to better understand the technical solution of the present invention, the technical solution of the present invention will be further described below in conjunction with the accompanying drawings and embodiments.
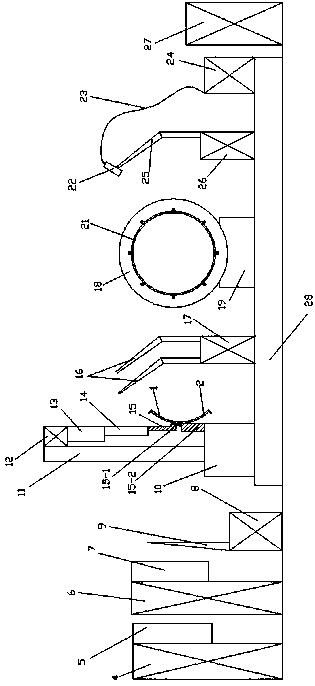
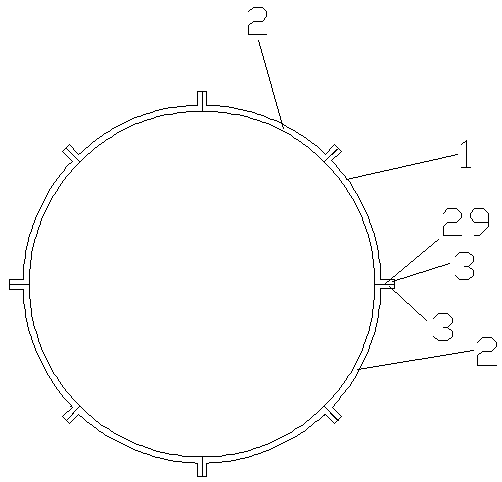
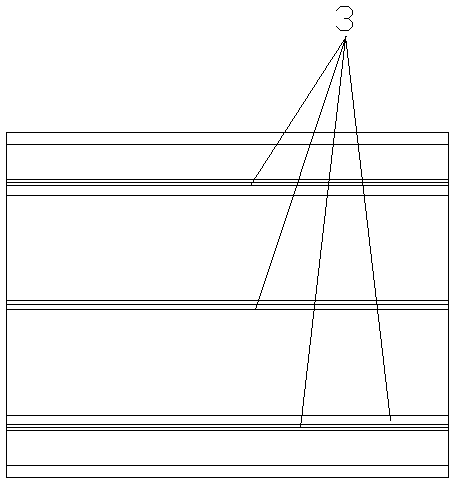
[0046] Embodiment: refer to attached Figure 2-7 As shown, the large-scale spliced plastic inspection well chamber is a cylindrical structural member welded by 8 coaxial fan-shaped parts in sequence. The fan-shaped parts include black fan-shaped piece 1 and white fan-shaped piece 2. The cylindrical structural member is welded alternately by black sector 1 and white sector 2, and the two ends of each black sector 1 and each white sector 2 are integrally formed with outwardly protruding flanging 3, Flange 3 is used for welding butt joint of black sector 1 and white sector 2;
[0047] Specifically, the bottom side of a white fan-shaped piece 2 and the upper side of a black fan-shaped piece 1 are butted to form a wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More