Production process of alloy tool steel wire rod with full bainite structure
Active Publication Date: 2020-09-22
ZENITH STEEL GROUP CORP +1
View PDF16 Cites 8 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Due to the particularity of the composition design of this steel grade, it is difficult to control the microstructure uniformly during the rolling process of the wire rod, and usually a martensite + bainite-based composition of martensite + bainite + pearlite + ferrite is obtained. Mixed structure, especially when the martensite-based microstructure is formed, the wire rod has high hardness and is prone to brittle fracture during packaging, transportation and user processing
At the same time, the structure of the wire rod is not uniform, it is difficult for the user to obtain a uniform spheroidized structure, the control of the spheroidized annealing is difficult and the cost is high, and the performance of the tool during processing and heat treatment is not uniform, which directly affects the service performance of the tool.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0026] 1. Blank opening
[0027] The composition of the continuous casting slab is calculated by mass percentage (wt%). The composition is C: 0.68, Si: 1.08, Mn: 0.50, P: 0.012, S: 0.008, Cr: 0.25, Ni: 0.15, Cu: 0.03, Al: 0.025, Mo: 0.45, V: 0.20, Nb: 0.015, and the rest are iron. The continuous casting slab is heated in the heating furnace for a total of 330 minutes, the soaking section temperature is 1230-1250° C., the soaking section time is 260 minutes, and the intermediate slab is rolled.
[0028] 2. Intermediate billet heating
[0029] The intermediate billet that has been finished to remove surface defects and decarburized layers is heated in the furnace for 220 minutes. The temperature of the high temperature section is 1040-1080°C, the time of the high temperature section is 100 minutes, and the air-fuel ratio of the heating section and the high temperature section is 0.45.
[0030] 3. Intermediate billet rolling
[0031] Rolling is carried out by finishing rolling...
Embodiment 2
[0035] 1. Blank opening
[0036] The composition of the continuous casting slab is calculated by mass percentage (wt%). The composition is C: 0.68, Si: 1.08, Mn: 0.50, P: 0.012, S: 0.008, Cr: 0.25, Ni: 0.15, Cu: 0.03, Al: 0.025, Mo: 0.45, V: 0.20, Nb: 0.015, and the rest are iron. The continuous casting slab is heated in the heating furnace for a total of 350 minutes, the soaking section temperature is 1210-1240°C, the soaking section time is 280 minutes, and the intermediate slab is rolled.
[0037] 2. Intermediate billet heating
[0038] The intermediate billet that has been finished to remove surface defects and decarburized layers is heated in the furnace for 250 minutes, the temperature of the high temperature section is 1030-1050°C, the time of the high temperature section is 110 minutes, and the air-fuel ratio of the heating section and the high temperature section is 0.45.
[0039] 4. Intermediate billet rolling
[0040] Rolling is carried out by finishing rolling +...
Embodiment 3
[0044] 1. Blank opening
[0045] The composition of the continuous casting slab is calculated by mass percentage (wt%). The composition is C: 0.68, Si: 1.08, Mn: 0.50, P: 0.012, S: 0.008, Cr: 0.25, Ni: 0.15, Cu: 0.03, Al: 0.025, Mo: 0.45, V: 0.20, Nb: 0.015, and the rest are iron. The continuous casting slab is heated in the heating furnace for a total of 400 minutes, the soaking section temperature is 1230-1250°C, the soaking section time is 290 minutes, and the intermediate slab is rolled.
[0046] 2. Intermediate billet heating
[0047] The intermediate blank that has been finished to remove surface defects and decarburized layers is heated in the furnace for 280 minutes, the temperature of the high temperature section is 1020-1040°C, the time of the high temperature section is 110 minutes, and the air-fuel ratio of the heating section and the high temperature section is 0.45.
[0048] 5. Intermediate billet rolling
[0049] Rolling is carried out by finishing rolling + MI...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
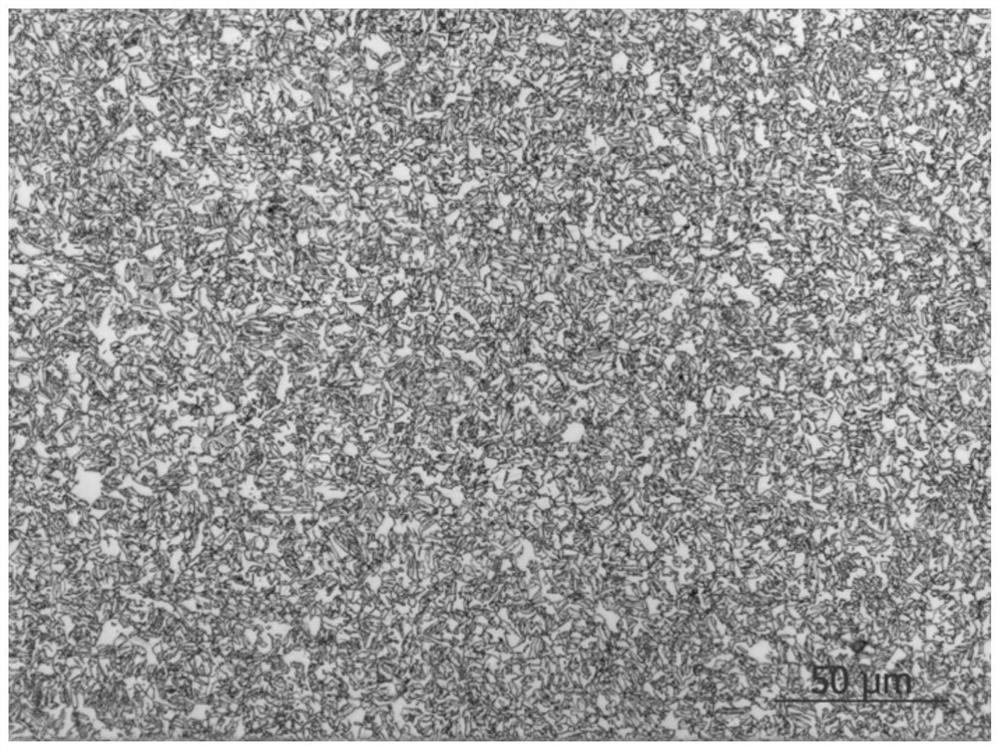
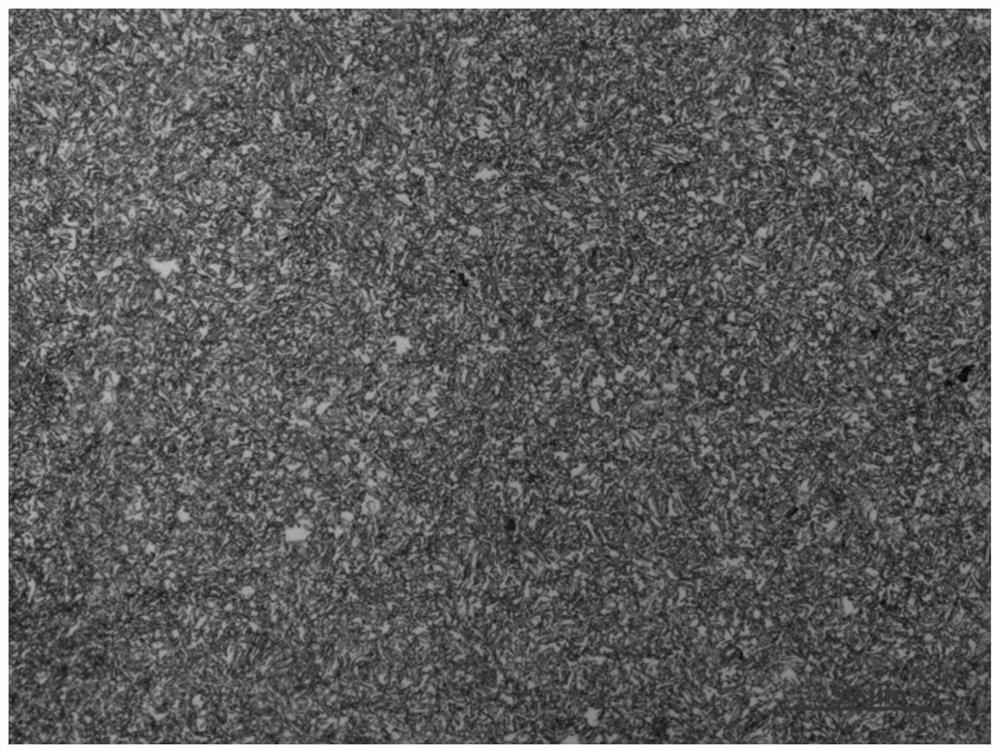
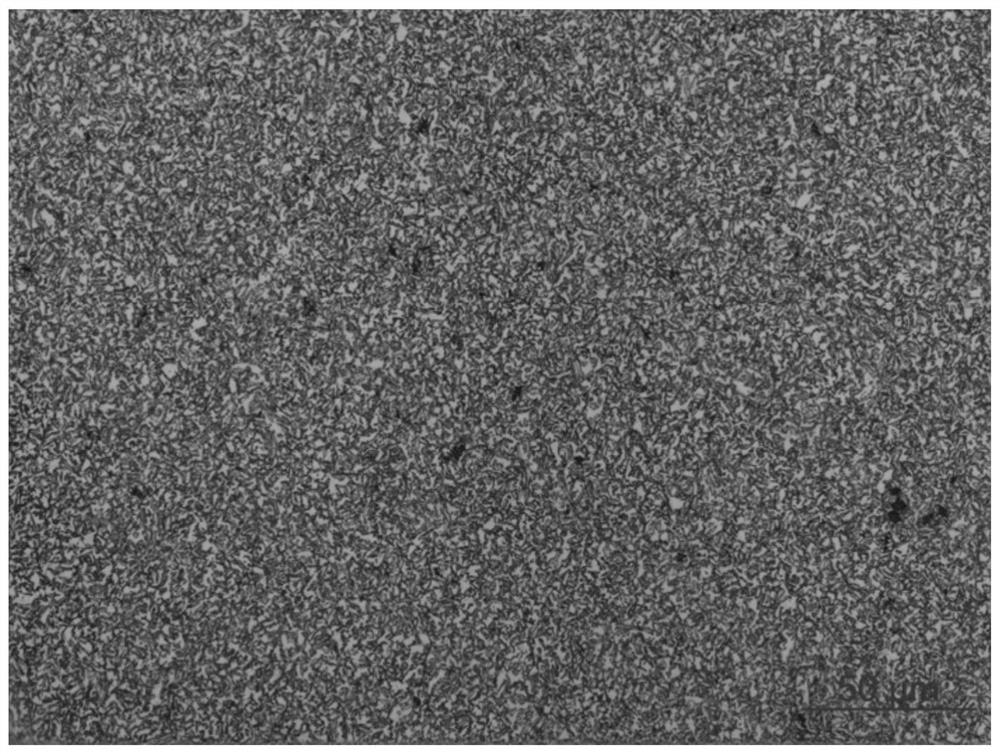
The invention discloses a production process of an alloytool steelwire rod with a full bainite structure. The heating temperature of a soaking section of casting blank ranges from 1,200 DEG C to 1,250 DEG C in the blank opening process; in the heating process, the temperature of a high-temperature section of intermediate blank is not higher than 1,100 DEG C; in the rolling process, a fine-rolling and MINI unit is used for rolling, and large deformation rolling in a non-recrystallization area and alpha and gamma phases are achieved, the cumulative reduction rate reaches 55%-85%, an austenitestructure generates a large number of dislocation and deformation bands and other crystal defects in the deformation process, and the generated deformation storage energy can shorten the phase changeinoculation period and increase the phase change driving force; and the laying head temperature in the cooling process ranges from 750 DEG C to 800 DEG C, and Stelmor controlled cooling is carried out. According to the production process, the precipitation of the mixture of martensite and martensite, pearlite and ferrite in the rolling cooling process can be effectively prevented, the full-bainitestructure is obtained, embrittlement of a martensite structure is avoided, the processing and use of the wire rod is facilitated, and the fatigue performance is improved.
Description
technical field [0001] The invention belongs to the technical field of rolling, and relates to a production method of an alloytool steelwire rod, in particular to a blanking, heating, rolling and cooling process of an alloytool steel wire rod with a full bainite structure. Background technique [0002] Alloy tool steel is a type of steel that adds chromium, molybdenum, vanadium and other alloying elements on the basis of carbon tool steel to improve hardenability, toughness, wear resistance and heat resistance. It is mainly used to manufacture measuring tools and cutting tools , impact-resistant tools, cold and hot molds and some special-purpose tools. [0003] The steel used for electric hand tools is a steel type with higher requirements among alloy tool steels. It is required to have high torque, hardness, wear resistance, impacttoughness and service fatigue performance, so carbon, silicon, vanadium, molybdenum and nickel are added to the composition design. , niobiu...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More