

Thin-strip continuously cast high-reaming steel and production method thereof
A production method and technology of reaming steel, applied in thin strip continuous casting high reaming steel and its production field, can solve the problems of inability to measure the temperature of the steel plate in the air-cooling section, large changes in the speed of the strip, and influence on surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0086] The present invention will be further illustrated below with examples, but these examples are by no means any limitation to the present invention. Any changes made by those skilled in the art in the implementation of the present invention under the inspiration of this specification will fall within the protection scope of the claims of the present invention.
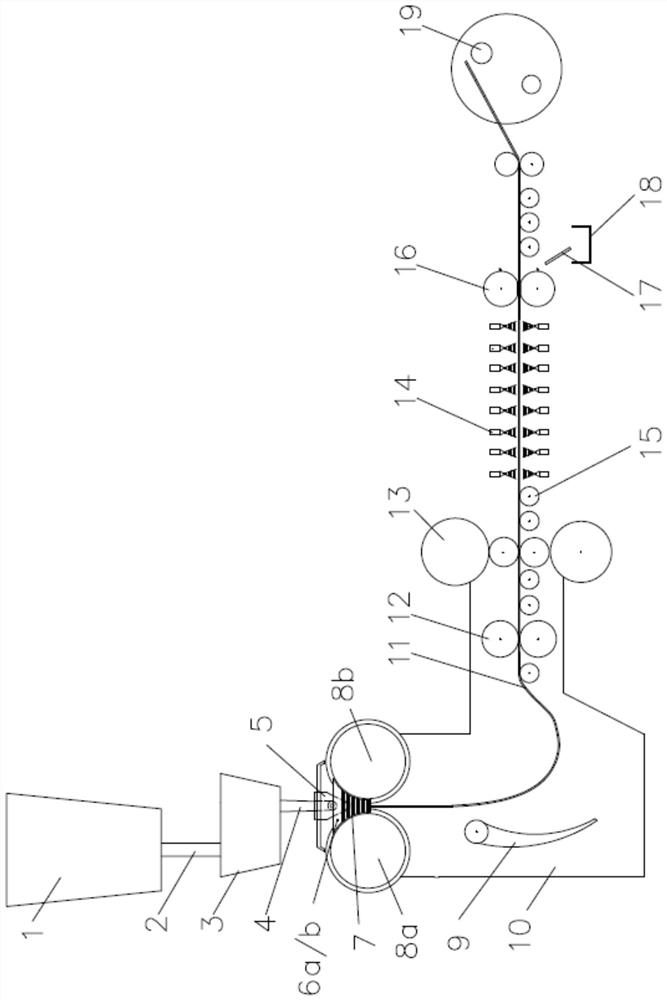
[0087] Such as figure 1 As shown, the process of the present invention is implemented, and the molten steel conforming to the chemical composition design of the present invention is directly poured in a two-way nozzle through the ladle 1, the tundish 3, the submerged nozzle 4 and the flow distributor 5 through the ladle 1. In the melting pool 7 surrounded by two relatively rotating crystallization rollers 8a, 8b capable of rapid cooling and side sealing plate devices 6a, 6b, molten steel solidifies on the circumferential surface of the crystallization rollers 8a, 8b rotation, and then forms a solidified shell and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More