

Intelligent control strengthening system and process for direct coal liquefaction
A technology of direct coal liquefaction and intelligent control, applied in the field of coal-to-liquids, can solve the problems of low reaction efficiency of direct coal liquefaction, and achieve the effects of reducing reaction pressure, increasing product yield and saving energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
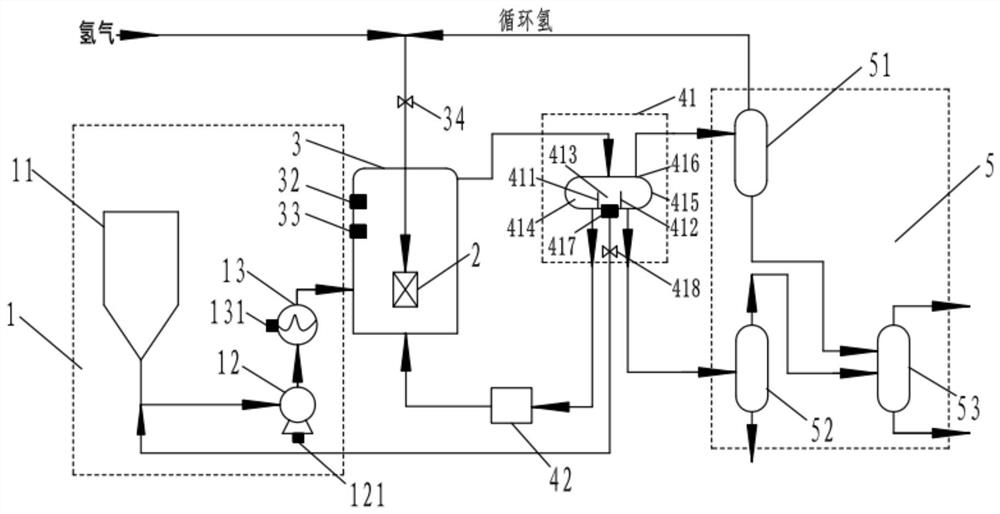
[0076] The reaction temperature during the hydrogenation liquefaction treatment of the reactor is 400°C, the pressure is 2-14MPa, preferably 3-8MPa, and the liquid hourly space velocity is 0.7-1.2h -1, The volume ratio of hydrogen to oil is 100-700; the material flow rate returned by the circulation unit to the reactor shell is 2-5 times that of the direct coal liquefied oil feed flow rate, and the filling volume of the catalyst is 30% of the effective volume of the ebullated bed reactor 25-65%. In addition, the range of preset operating conditions can be flexibly adjusted according to different raw material compositions, different product requirements or different catalysts, which further ensures that the reaction is fully and effectively carried out, thereby ensuring the reaction rate and achieving the purpose of strengthening the reaction .
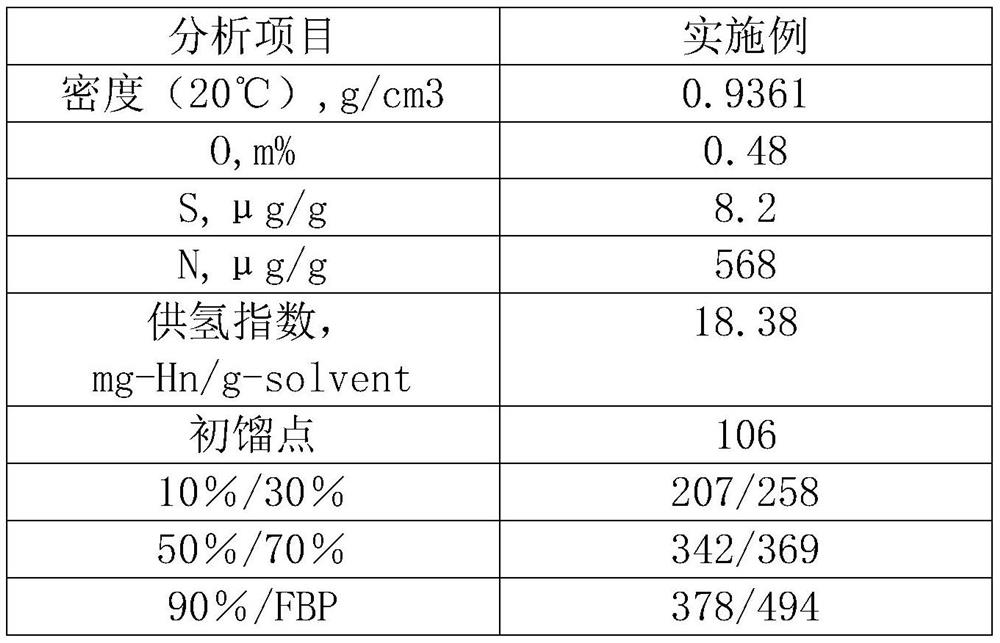
[0077] The reaction effect is shown in Table 1:
[0078] Table 1
[0079]
Embodiment 2
[0081] The reaction temperature during the hydrogenation liquefaction treatment of the reactor is 420°C, the pressure is 2-14MPa, preferably 2-6MPa, and the liquid hourly space velocity is 0.7-1.2h -1, The volume ratio of hydrogen to oil is 100-700; the material flow rate returned by the circulation unit to the reactor shell is 2-5 times that of the direct coal liquefied oil feed flow rate, and the filling volume of the catalyst is 30% of the effective volume of the ebullated bed reactor 25-65%. In addition, the range of preset operating conditions can be flexibly adjusted according to different raw material compositions, different product requirements or different catalysts, which further ensures that the reaction is fully and effectively carried out, thereby ensuring the reaction rate and achieving the purpose of strengthening the reaction .
[0082] The reaction effect is shown in Table 2:
[0083]Table 2
[0084]
Embodiment 3
[0086] The reaction temperature during the hydrogenation liquefaction treatment of the reactor is 450°C, the pressure is 2-14MPa, preferably 2-8MPa, and the liquid hourly space velocity is 0.7-1.2h -1, The volume ratio of hydrogen to oil is 100-700; the material flow rate returned by the circulation unit to the reactor shell is 2-5 times that of the direct coal liquefied oil feed flow rate, and the filling volume of the catalyst is 100% of the effective volume of the ebullated bed reactor 25-65%. In addition, the range of preset operating conditions can be flexibly adjusted according to different raw material compositions, different product requirements or different catalysts, which further ensures that the reaction is fully and effectively carried out, thereby ensuring the reaction rate and achieving the purpose of strengthening the reaction .
[0087] The reaction effect is shown in Table 3:
[0088] table 3
[0089]
[0090]
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More