

Processing method of conductive copper bus
A processing method and technology for copper busbars, applied in the field of copper busbar processing, can solve the problems of poor surface quality of finished products, uneven internal structure of finished products, poor hardness of finished products, etc., and achieve the effects of improving hardness, uniform structure, and preventing volatilization and condensation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0094] The processing of embodiment 1 comprises:
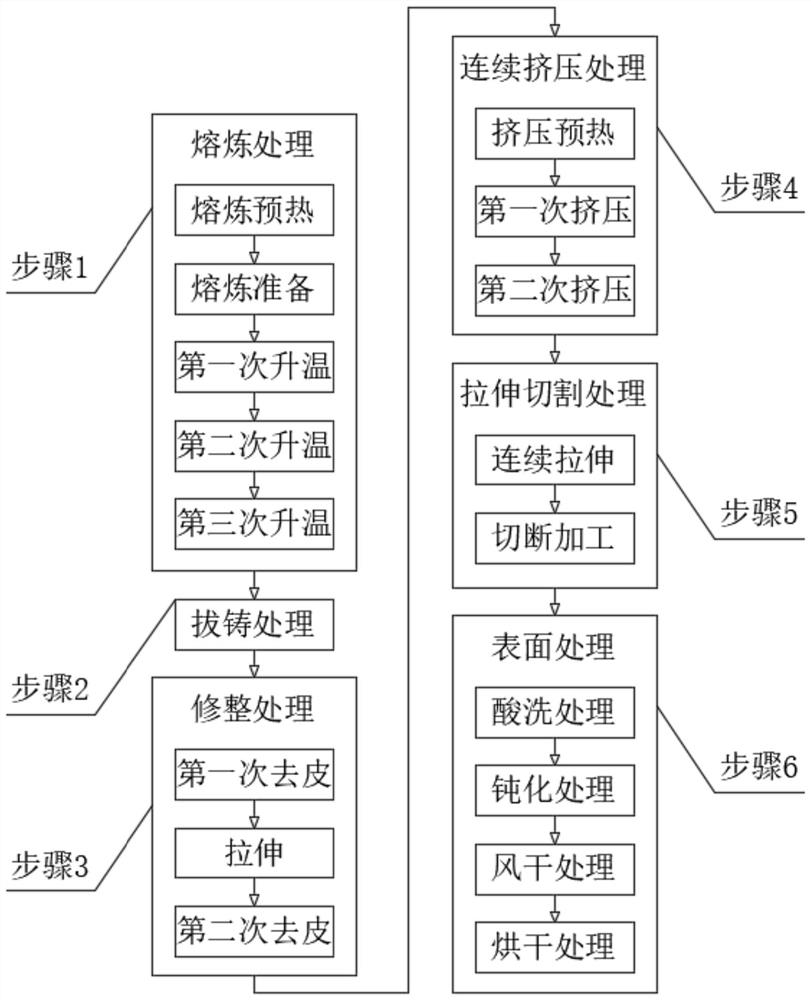
[0095] Step 1, smelting treatment. Step 1 specifically includes:
[0096] (1) Melting preheating. Heat the furnace to 500°C with a heating rate of 150°C / h and keep it warm for 2h. Heat the furnace to 700°C with a heating rate of 100°C / h and keep it warm for 1.3h.
[0097] (2) Melting preparation. The raw materials are placed in the furnace, and the furnace is vacuumed. Furnace insulation 2.5h.
[0098] (3) Warming up for the first time. The furnace was heated to 850°C. Add phosphor bronze material and strontium material. Fill the furnace with nitrogen and stir, stirring time: 40min.
[0099] (4) Second heating. The furnace was heated to 1265°C. Boron, tin, titanium and vanadium are added. Stirring, stirring time: 1.5h.
[0100] (5) Warming up for the third time. The furnace is heated to 1450°C. The melting furnace is kept warm for 5 hours to form copper liquid.
[0101] Step 2, casting process. The molten copp...
Embodiment 2
[0125] The processing of embodiment 2 comprises:
[0126] Step 1, smelting treatment. Step 1 specifically includes:
[0127] (1) Melting preheating. Heat the furnace to 520°C with a heating rate of 150°C / h and keep it warm for 2h. Heat the furnace to 720°C with a heating rate of 100°C / h and keep it warm for 1.5h.
[0128] (2) Melting preparation. The raw materials are placed in the furnace, and the furnace is vacuumed. Furnace insulation 2.3h.
[0129] (3) Warming up for the first time. The furnace was heated to 860°C. Add phosphor bronze material and strontium material. Fill the furnace with nitrogen and stir, stirring time: 30min.
[0130] (4) Second heating. The furnace is heated to 1270°C. Boron, tin, titanium and vanadium are added. Stirring, stirring time: 1.1h.
[0131] (5) Warming up for the third time. The furnace was heated to 1465°C. The furnace is kept warm for 4 hours to form copper liquid.
[0132] Step 2, casting process. The molten copper is cr...
Embodiment 3
[0156] The processing of embodiment 3 comprises:
[0157] Step 1, smelting treatment. Step 1 specifically includes:
[0158] (1) Melting preheating. Heat the furnace to 515°C with a heating rate of 150°C / h and keep it warm for 2h. Heat the furnace to 720°C with a heating rate of 100°C / h and keep it warm for 1h.
[0159] (2) Melting preparation. The raw materials are placed in the furnace, and the furnace is vacuumed. Furnace insulation 2h.
[0160] (3) Warming up for the first time. The furnace was heated to 870°C. Add phosphor bronze material and strontium material. Fill the furnace with nitrogen and stir, stirring time: 45min.
[0161] (4) Second heating. The furnace is heated to 1250°C. Boron, tin, titanium and vanadium are added. Stirring, stirring time: 1h.
[0162] (5) Warming up for the third time. The furnace is heated to 1470°C. The furnace is kept warm for 4.5 hours to form copper liquid.
[0163] Step 2, casting process. The molten copper is crystal...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More