Method for regulating and controlling two-phase proportion of cobalt-chromium-molybdenum alloy in laser additive manufacturing
A cobalt-chromium-molybdenum alloy, laser additive technology, applied in the field of additive manufacturing, can solve problems such as high cost and long heat treatment cycle, and achieve the effects of extending service life, eliminating heat treatment steps, and reducing brittle fracture tendency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
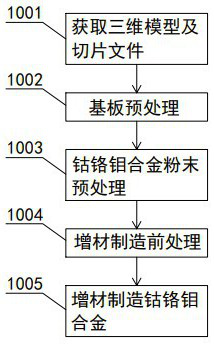
[0035] Such as figure 1 As shown, a laser additive manufacturing method for controlling the two-phase ratio of cobalt-chromium-molybdenum alloys includes the following steps:
[0036] Step 1001-1, obtaining a 3D model and slice files;
[0037] Use solidworks, UG and other software to build a 3D software model, and then use Simplify3D, Magics and other software to slice and generate a laser processing program for each layer. The thickness of the sliced layer is 0.03mm.
[0038] Step 1002-1, substrate pretreatment;
[0039] First, the substrate is ground and polished with sandpaper. The substrate is made of 316 stainless steel or cobalt-chromium-molybdenum alloy. When grinding and polishing, use 80~3000# sandpaper. The parallelism tolerance after polishing is ≤0.01mm. Then, at a temperature of 30° C., put the substrate into acetone, ethanol and distilled water in sequence and use ultrasonic cleaning to remove oil and impurities, take it out and blow it dry.
[0040] Step 1...
Embodiment 2
[0048] Embodiment 2: In the present embodiment, its processing steps are as follows:
[0049] Step 1001-2, obtaining a 3D model and slice files;
[0050] Use solidworks, UG and other software to build a 3D software model, and then use Simplify3D, Magics and other software to slice and generate a laser processing program for each layer. The thickness of the sliced layer is 0.03mm.
[0051] Step 1002-2, substrate pretreatment;
[0052] First, the substrate is sanded and polished with sandpaper to remove surface oil and impurities. The substrate is made of 316 stainless steel or cobalt-chromium-molybdenum alloy. When grinding and polishing, use 80~3000# sandpaper. The parallelism tolerance after polishing is ≤0.01mm. Then, at a temperature of 30° C., put the substrate into acetone, ethanol and distilled water in sequence and use ultrasonic cleaning to remove oil and impurities, take it out and blow it dry.
[0053] Step 1003-2, pretreatment of cobalt-chromium-molybdenum allo...
Embodiment 3
[0062] Step 1001-3, obtaining the 3D model and slice files;
[0063] Use solidworks, UG and other software to build a 3D software model, and then use Simplify3D, Magics and other software to slice and generate a laser processing program for each layer. The thickness of the sliced layer is 0.03mm.
[0064] Step 1002-3, substrate pretreatment;
[0065] First, the substrate is sanded and polished with sandpaper to remove surface oil and impurities. The substrate is made of 316 stainless steel or cobalt-chromium-molybdenum alloy. When grinding and polishing, use 80~3000# sandpaper. The parallelism tolerance after polishing is ≤0.01mm. Then, at a temperature of 30° C., put the substrate into acetone, ethanol and distilled water in sequence and use ultrasonic cleaning to remove oil and impurities, take it out and blow it dry.
[0066] Step 1003-3, pretreatment of cobalt-chromium-molybdenum alloy powder;
[0067] The cobalt-chromium-molybdenum alloy powder is dried in a vacuum d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com