

Method for forming 05Cr17Ni4Cu4Nb stainless steel air entraining pipe through selective laser melting
A 05cr17ni4cu4nb, laser selective melting technology, applied in the field of additive manufacturing, can solve the problems of high tool cost, difficulty in manufacturing complex special-shaped structural parts, long manufacturing cycle of mechanical processing technology, etc., achieve less mechanical processing, solve long manufacturing cycle, and manufacture short time effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] 1) Weigh 05Cr17Ni4Cu4Nb stainless steel raw material powder, the mass fraction of each main component of the powder is: Ni3.95%, Cu 3.29%, Cr 16.28%, Nb 0.25%, C 0.015%, Si 0.67%, Mn 0.35%, P0. 018%, S 0.009%, and the rest is Fe element; the powder particle size is 15μm-53μm, of which D10 is 15.57μm, D50 is 38.46μm, D90 is 50.10μm; powder hollow powder content is 0.86%;
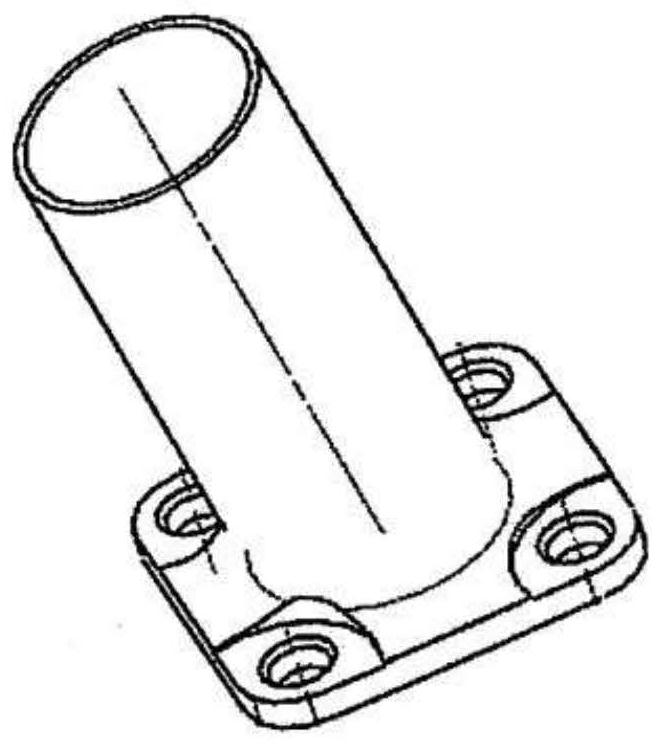
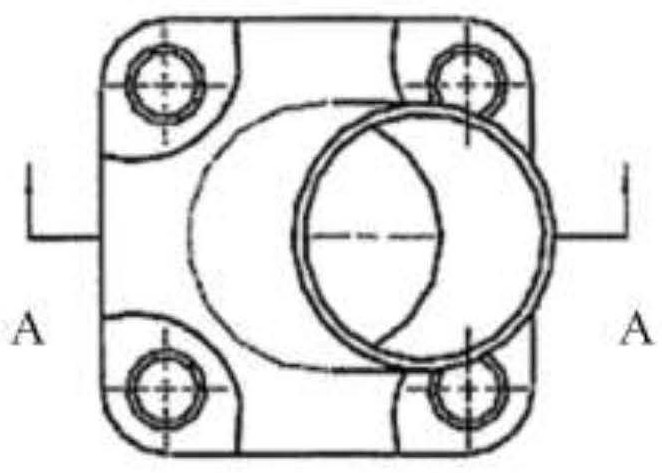
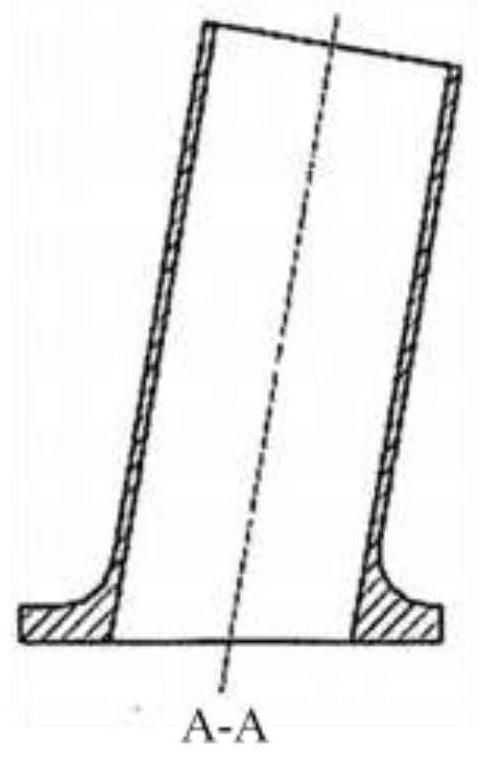
[0025] 2) UG software is used to establish a three-dimensional model of the 05Cr17Ni4Cu4Nb stainless steel bleed pipe, such as Figure 1 to Figure 3 As shown, after using the Magics software to slice the 3D model, the thickness of the slice is 40 μm, and the slice file is imported into the laser selective melting equipment. Figure 4 shown;
[0026] 3) Under the condition of argon gas, 05Cr17Ni4Cu4Nb powder is laser-selectively melted and formed, and the powder is scanned by laser, and layer-by-layer accumulation is formed. The process parameters of laser selective melting and forming include: spot di...
Embodiment 2
[0031] 1) Weigh 05Cr17Ni4Cu4Nb stainless steel raw material powder, the mass fraction of each main component of the powder is: Ni4.04%, Cu 3.42%, Cr 16.08%, Nb 0.27%, C 0.012%, Si 0.62%, Mn 0.39%, P0. 016%, S 0.013%, and the rest is Fe element; powder particle size is 15μm-53μm, of which D10 is 15.82μm, D50 is 39.01μm, D90 is 50.50μm; powder hollow flour content is 0.81%;
[0032] 2) UG software is used to establish a three-dimensional model of the 05Cr17Ni4Cu4Nb stainless steel bleed pipe, such as Figure 1 to Figure 3 As shown, use Magics software to slice the 3D model, the thickness of the slice is 40 μm, and import the slice file into the laser selective melting equipment. Figure 4 shown;
[0033] 3) Under the condition of argon gas, 05Cr17Ni4Cu4Nb powder is laser-selectively melted and formed, and the powder is scanned by laser, layer by layer, and the process parameters of laser selective melting and forming include: spot diameter 120μm, laser power 260W, scanning spee...
Embodiment 3
[0038]1) Weigh 05Cr17Ni4Cu4Nb stainless steel raw material powder, the mass fraction of each main component of the powder is: Ni3.95%, Cu 3.33%, Cr 16.31%, Nb 0.22%, C 0.018%, Si 0.62%, Mn 0.34%, P0. 015%, S 0.009%, and the rest is Fe element; powder particle size is 15μm-53μm, of which D10 is 15.68μm, D50 is 38.57μm, D90 is 50.34μm; powder hollow powder content is 0.79%;
[0039] 2) UG software is used to establish a three-dimensional model of the 05Cr17Ni4Cu4Nb stainless steel bleed pipe, such as Figure 1 to Figure 3 As shown, use Magics software to slice the 3D model, the thickness of the slice is 30 μm, import the slice file into the laser selective melting equipment, and the laser selective melting forming direction of the bleed air pipe is as follows: Figure 4 shown;
[0040] 3) Under the condition of argon gas, 05Cr17Ni4Cu4Nb powder is laser-selectively melted and formed, and the powder is scanned by laser, and layer-by-layer accumulation is formed. The process param...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More