

Process for Producing Molten Iron and Apparatus Therefor
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
first embodiment
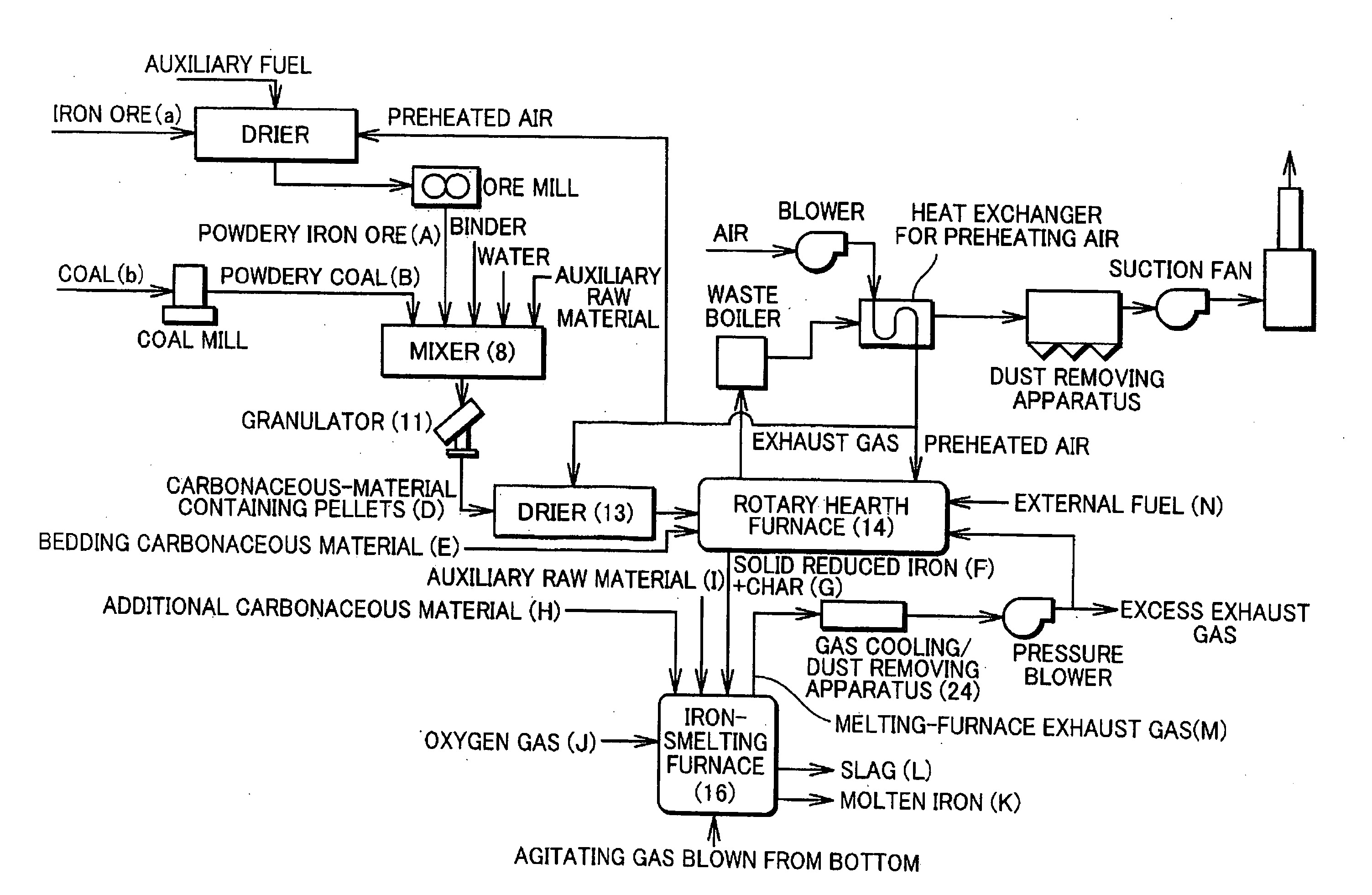
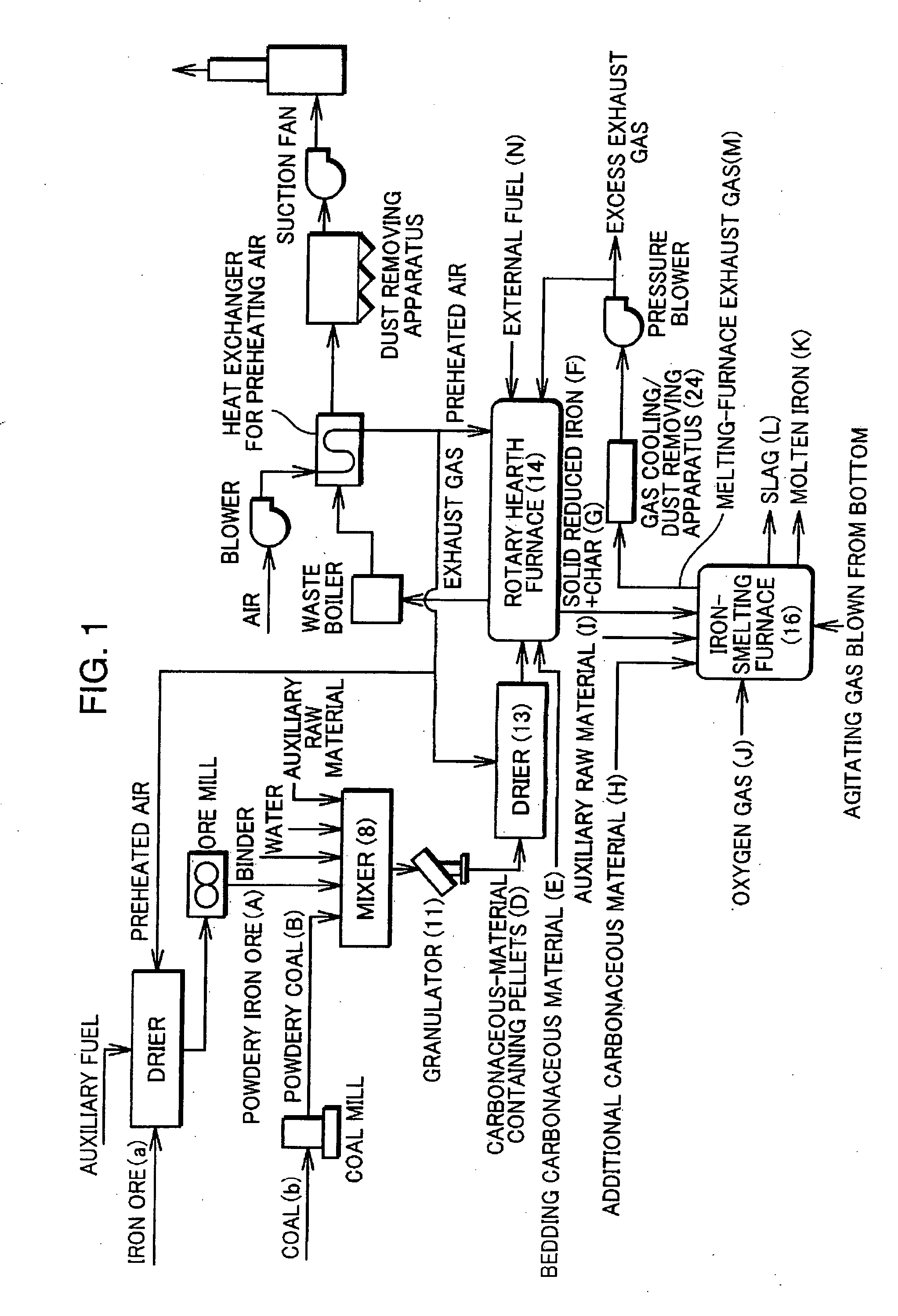
[0024]FIG. 1 is a flow diagram of a molten iron production process showing one embodiment of the present invention, wherein this molten iron production process is constructed by coupling a rotary hearth furnace 14 as a moving hearth type reducing furnace and an iron-melting furnace 16.
[0025] Iron ore “a” as an iron oxide source and coal b as a carbonaceous reducing agent are, if necessary, separately crushed into particles having diameters of approximately below 1 mm. The thus obtained powdery iron ore A as a powdery iron oxide source and powdery coal B as a powdery carbonaceous reducing agent are mixed at a specified ratio, a suitable amount of binder and / or a suitable amount of moisture are added if necessary (further, all or a part of an auxiliary raw material I as a slag forming agent to be added in the iron-melting furnace 16 may be added here), and these are mixed by a mixer 8. Thereafter, the mixed compound is granulated to have a particle diameter of about 6 to 20 mm in a g...
second embodiment
[0064] The following step (6) may be provided between the reduction step (the above step (2)) and the melting furnace charging step (the above step (3)).
[0065] (6) Step of Hot-Forming the Solid Reduced Iron F and the Char G Together while they are Hot
[0066] Specifically, the solid reduced iron F and the char G may be dispensed together, for example, from the hopper 106 while being hot, and pressure-formed into hot briquetted iron (HBI) by a hot forming machine, and this HBI may be dropped and charged into the iron-melting furnace 16 at a temperature of, e.g. 500 to 1100° C. without being cooled.
[0067] This prevents the fine particles from scattering at the time of being charged into the iron-melting furnace 16, and an amount of dust in the exhaust gas from the iron-melting furnace 16 can be considerably reduced. Therefore, an iron yield and a carbon yield can be considerably improved.
[0068] Since the purpose of forming here is to eliminate fine particles, the shape of the compac...
third embodiment
[0069] The following steps (7) to (9) may be provided instead of the melting furnace charging step (the above step (3)).
[0070] (7) Hot-classifying step of classifying the solid reduced iron F and the char G into coarse particles and fine particles while they are hot or without being substantially cooled after the solid reduced iron F and the char G are taken together out of the rotary hearth furnace 14.
[0071] (8) Coarse particle charging step of gravitationally charging coarse particles into the iron-melting furnace 16
[0072] (9) Fine particle injection step of charging the fine particles into the iron-melting furnace 16 by injection
[0073] Specifically, facilities having the following construction may be employed. A screen having sieve meshes of about 2 to 5 mm is provided at a portion of the rotary hearth furnace 14 where the solid reduced iron F and the char G are discharged, and the solid reduced iron F and the char G are sieved while being hot, wherein course particles above t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More