

A manufacturing method of machinery parts for linear motion and linear bushing manufactured by the above method
A manufacturing method and flange technology, which can be applied to manufacturing tools, laser welding equipment, edge parts of workpieces, etc., can solve the problems of dimensional deviation, difficult automatic processing, and reduce the strength of the base metal, so as to strengthen the welding part and reduce the production cost. , the effect of good welding performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
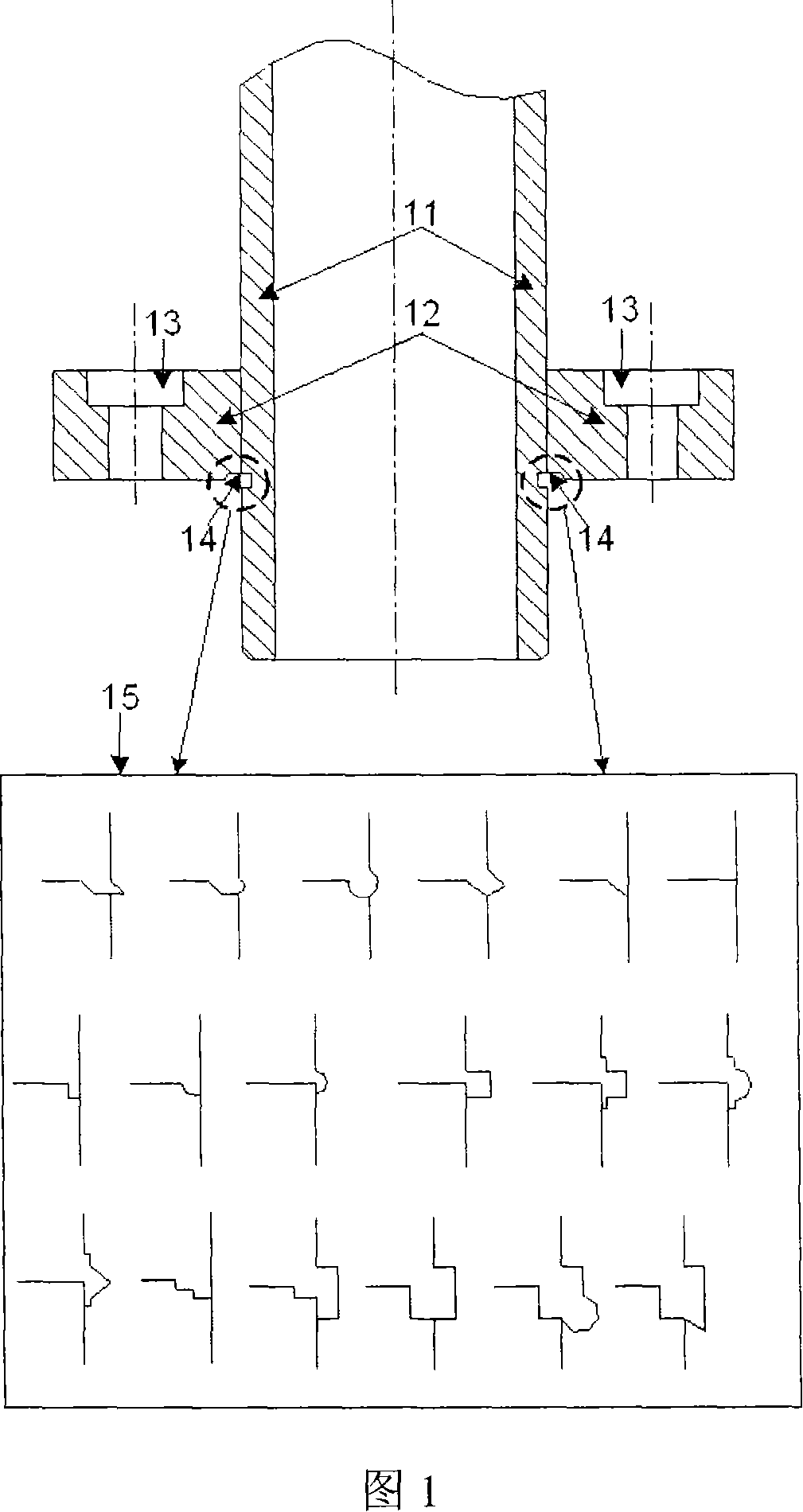
[0040] A first preferred embodiment of the present invention relates to a method of manufacturing a flanged linear bush by machining the inner edge of the flange using a high energy beam with better linearity. Said method for manufacturing a flanged linear bushing comprises the steps of: a) machining the inner side edge of the flange to be connected with the outer sleeve along the inner circumference of said flange for easy connection and better welding, Also facilitates the elimination of interference between the protruding fused and welded surfaces of the flanged linear bushing and the datum plane of the applied base when installed with the applied base; b) at right angles between the flange plane and the axis of the outer sleeve, mechanically connecting the outer sleeve to the machined flange; and c) welding the inner edge of the machined flange and the connecting portion of the outer sleeve using a high-energy beam with better linearity.
no. 2 approach
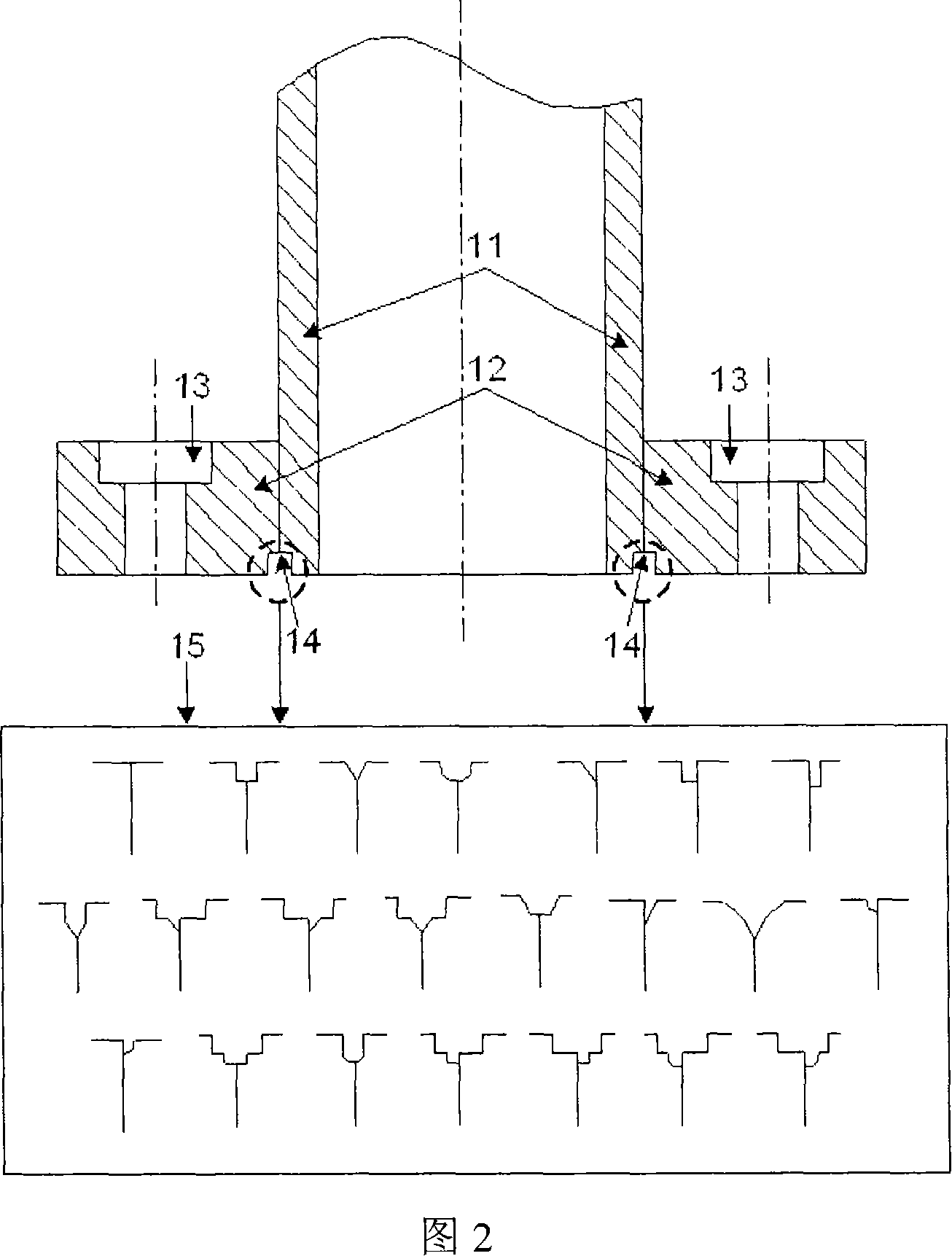
[0042] A second preferred embodiment of the present invention relates to a method for manufacturing a flanged linear bushing, which method includes forming different structures so that the outer sleeve and the flange are easily mechanically connected and welded to each other; and after precise connection A step of welding the connecting portion using a high energy beam. Specifically, the method of manufacturing a flanged linear bushing includes the following steps: a) processing the edge of the outer sleeve at a predetermined angle so that the outer sleeve is mechanically connected to the flange smoothly; b) taking into account the outer sleeve The thickness of the outer sleeve is formed on the outer surface of the predetermined depth and width of the recess to allow a high-energy beam (laser or electron beam) with better linearity to easily enter, and to allow good after the flange is connected to the outer sleeve c) machining the inner edge of the flange along the inner circ...
no. 3 approach
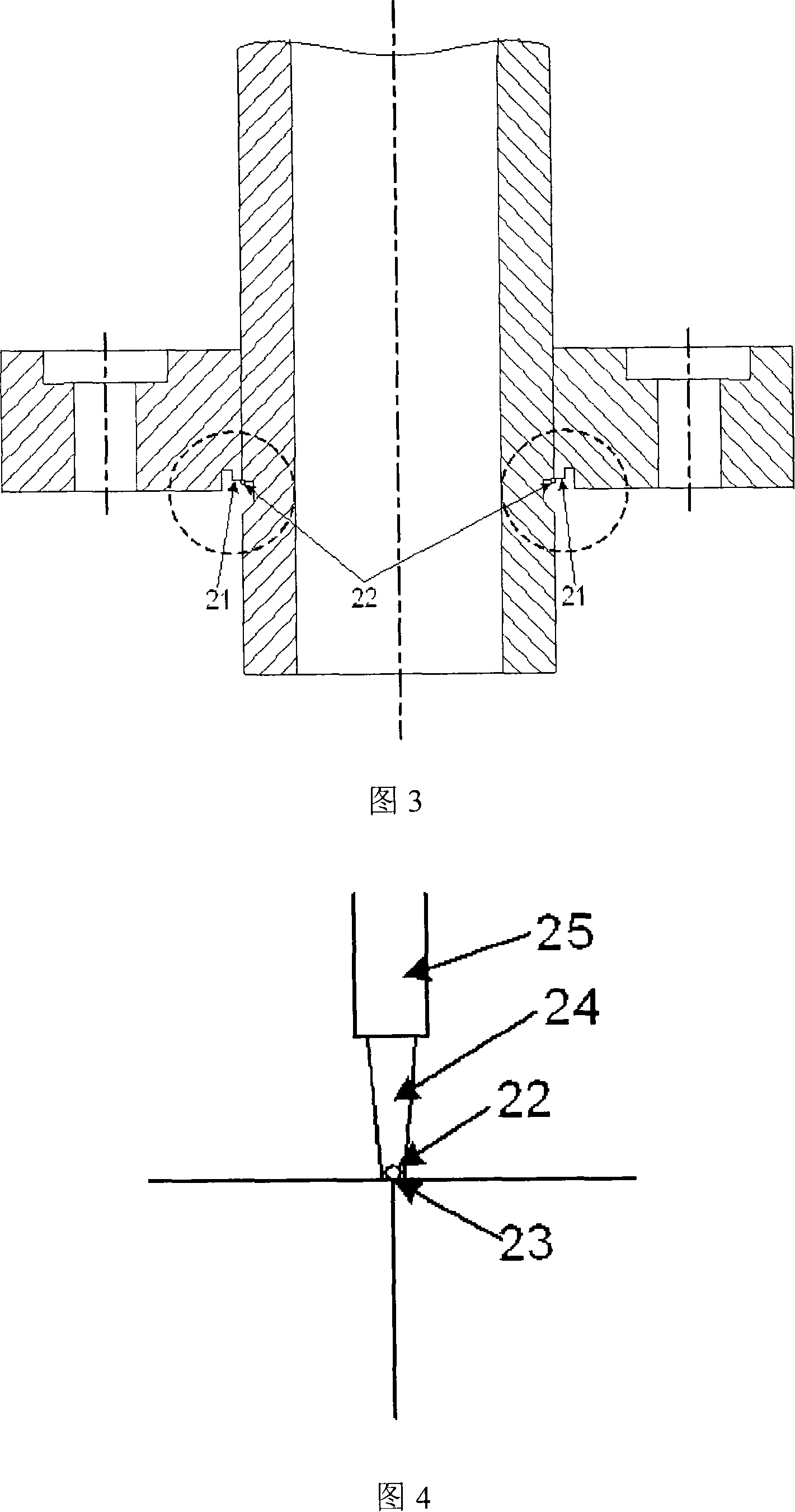
[0045] A third preferred embodiment of the present invention relates to a method of manufacturing a flanged linear bushing using a filler metal to prevent defects in the welded portion and to provide high-quality welding of the connected portion because the filler metal and the connected portion The materials co-melt and infiltrate the weld between the flange and the outer sleeve, which are made of materials with different compositions become.
[0046] A method of manufacturing a flanged linear bushing using a filler metal will be described in more detail. After step b) of the first embodiment, the method of manufacturing a flanged linear bushing using a filler metal in a first preferred embodiment further includes the step of: c) placing a filler metal made of an alloy and having a predetermined diameter in The position between the flange and the outer casing immediately adjacent to the joint 23; and d) using a high-energy beam (laser or electron beam) with good linearity, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More