Pretreatment method for hard solder on partial surface of magnesite product
A local, brazing technology, applied in the direction of welding medium, welding equipment, metal material coating process, etc., can solve the problems of segregation, deformation of magnesium alloy, and corrosion of magnesium alloy by flux without consideration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
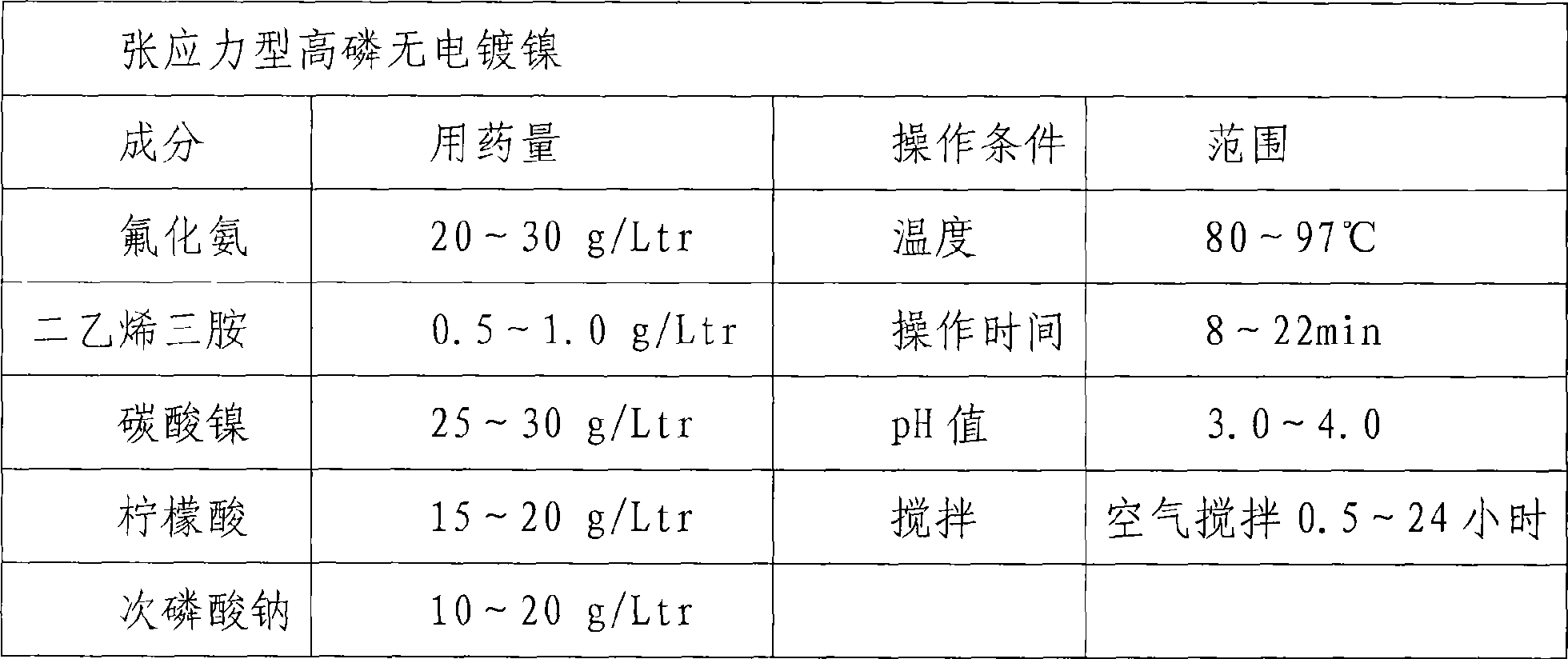
[0011] Magnesium alloy AZ31 plate test piece, thickness 0.4mm, after hot-rolled forming, try to weld copper nut with 3mm outer diameter on it. For example, the process shown in example 1 of patent application No. 095117849 is carried out to the first electroless nickel plating process (the plate test piece at this stage is referred to as test piece A), and it is directly put into the operating conditions without washing with water, as shown in Table 1. The electroless nickel deposition process is carried out in the high-phosphorus electroless nickel plating tank shown (the plate test piece at this stage is referred to as test piece B).
[0012] Table 1: High Phosphorus Electroless Nickel Plating Operating Conditions
[0013]
[0014] Prepare commercial soldering flux (Alpha 100T2) quenched and tempered as shown in Table 2 and mix corresponding tin alloy particles to form solder paste with different components. After reflow shown in Table 2, solder the nut on the magnesium a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



