

Centrifugal casting method of main pipeline of million-kilowatt nuclear plant
A centrifugal casting, nuclear power plant technology, applied in coating, casting molding equipment, casting molds, etc., can solve the problems of inability to meet the technical requirements of the centrifugal casting of the primary circuit main pipeline, and the inability to meet the centrifugal casting process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The following are specific examples of the centrifugal casting method of the present invention.
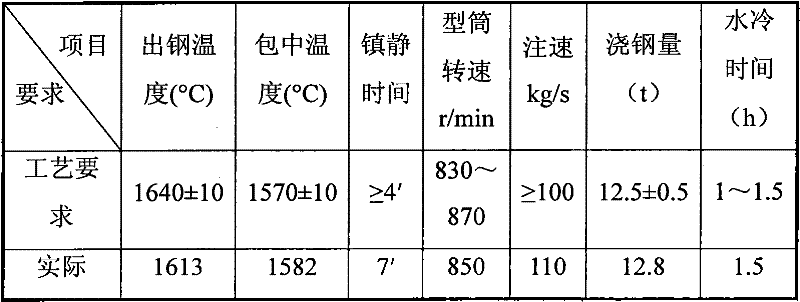
[0020] 1. Smelting
[0021] It is required that the temperature of the molten steel be controlled at 1640±10°C.
[0022] 2. Cylinder coating and centrifugal pouring:
[0023] (1), type cylinder coating and coating process
[0024] 1. The preparation process of the tube coating:
[0025] Step 1: Prepare zircon powder coating:
[0026] First, according to the ratio of 60kg water to 7 cubic decimeters of bentonite powder, mix water and bentonite powder to make bentonite slurry for zircon powder coating, and let it stand for 24-48 hours, and then mix 1 Raising the ratio of swelling slurry for zircon powder coating and mixing the swelling slurry for zircon powder coating with zircon powder evenly to prepare zircon powder coating for use.
[0027] The second step: prepare quartz powder coating: first, mix water, bentonite powder and water glass according to the ratio of 20kg...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More