

Surface treatment process method before wiredrawing of welding wire
A technology of surface treatment and process method, which is applied in the field of continuous surface treatment, can solve problems such as low production efficiency, environmental pollution, and long pickling time, and achieve the effects of preventing over-corrosion, eliminating pollution, and reducing dosage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
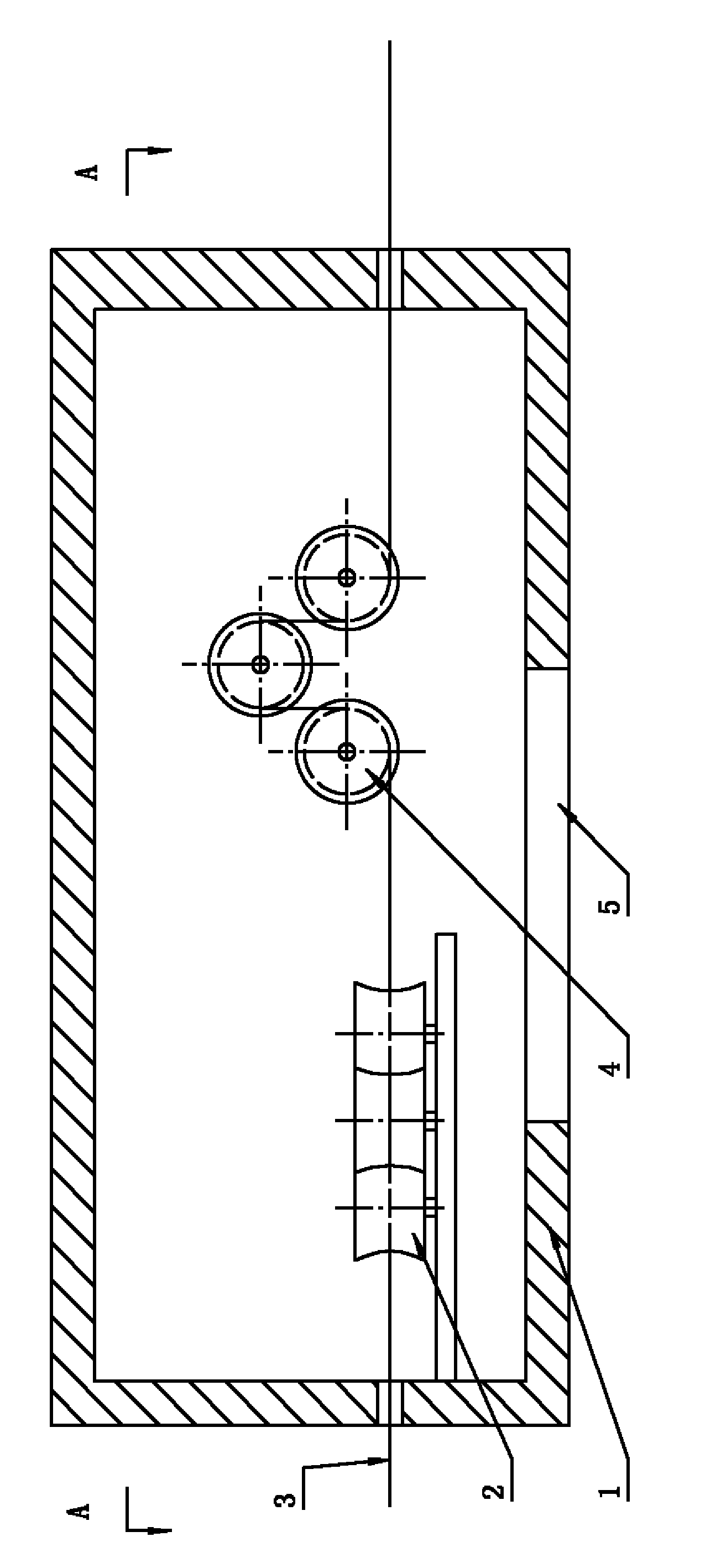
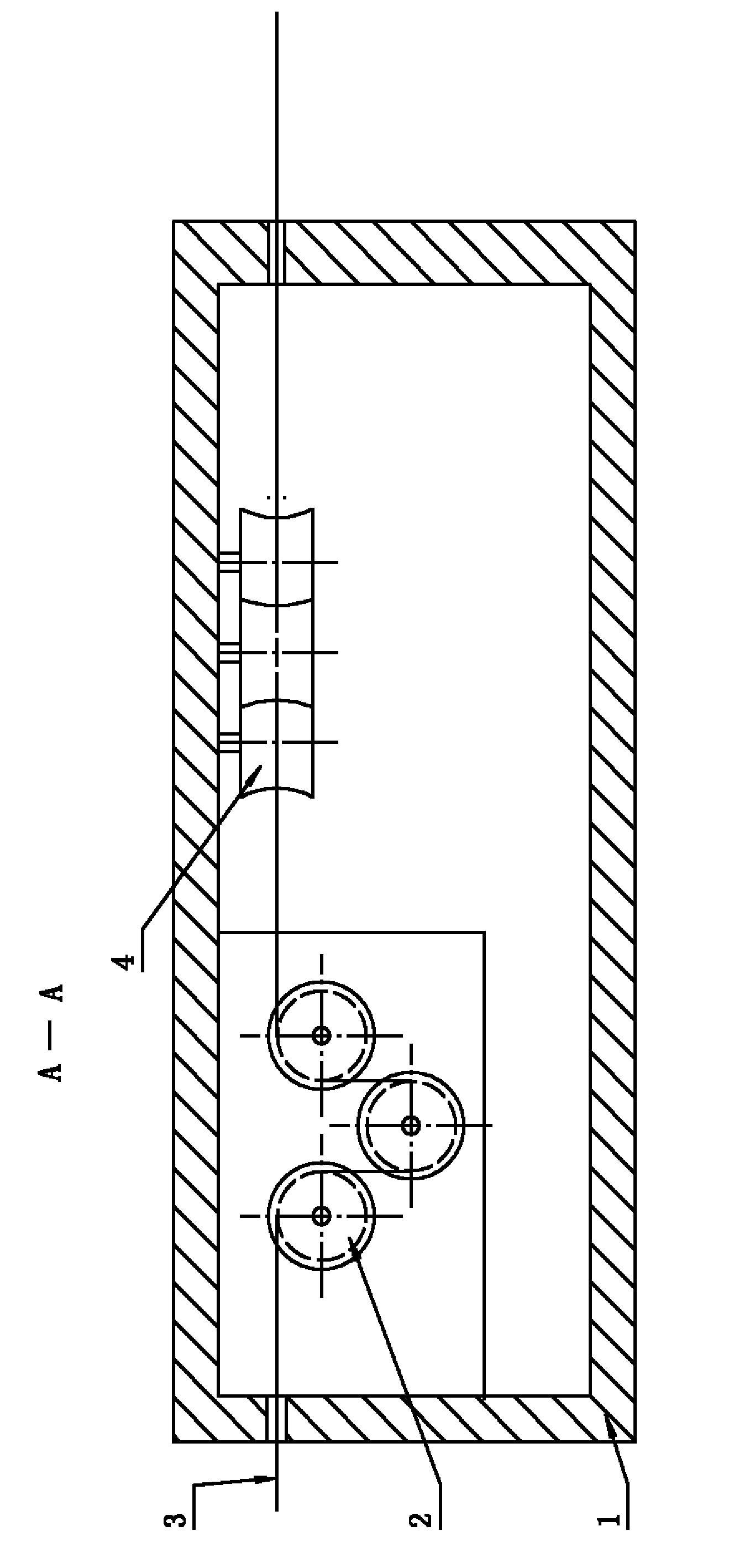
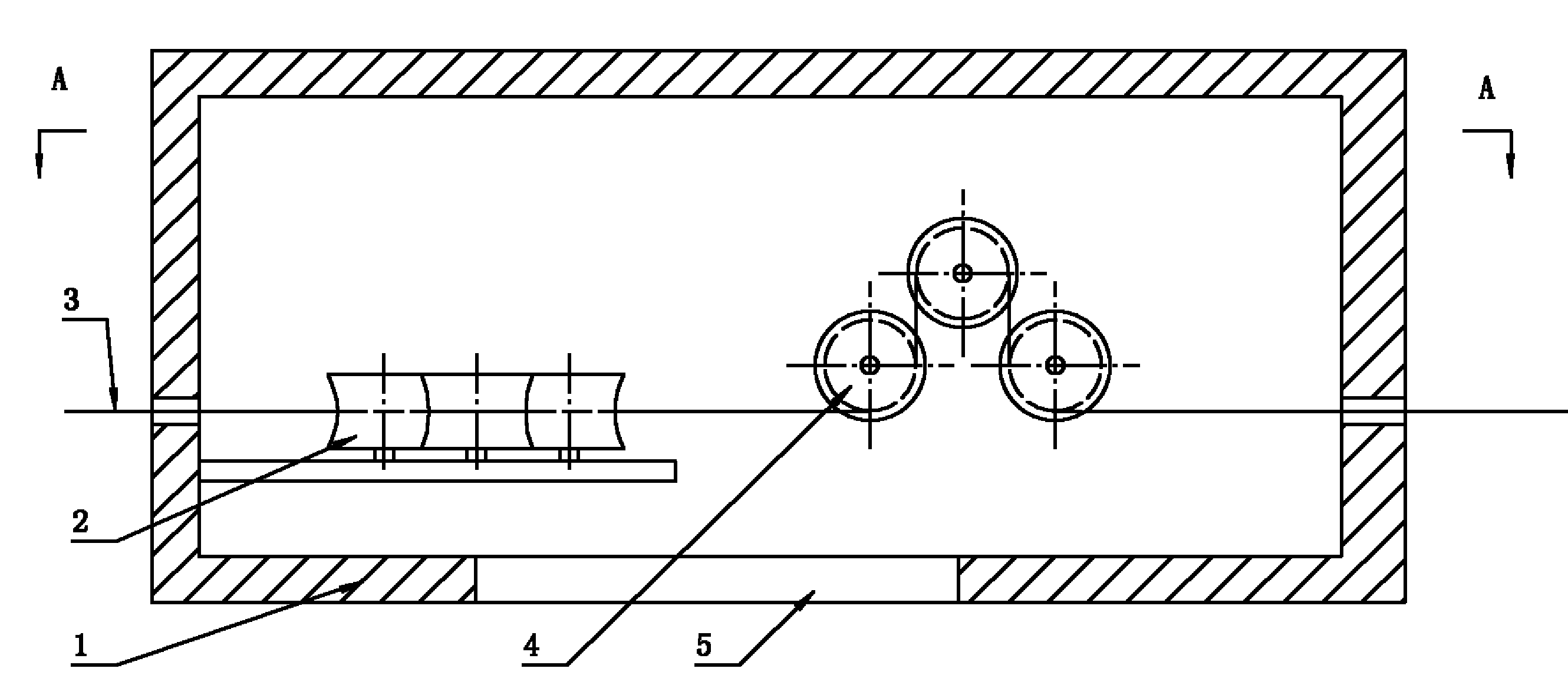
[0013] Remove the metal oxide scale of the welding wire to be drawn: the oxide scale is peeled off by passing the welding wire 3 to be drawn through a peeling machine, and the peeling machine is as follows: figure 1 and figure 2 As shown, the peeling machine has a group of longitudinal sheaves 2 vertically arranged on three axes installed in the casing 1. The relative positions of the three longitudinal sheaves 2 are arranged in the shape of "product" to form a group of longitudinal folding. Winding wheel group: In the casing 1, after the longitudinal winding of the wheel group, three horizontal sheaves 4 arranged horizontally on the axis are installed. The wheel set, the welding wire 3 to be pulled is successively bypassed in the peeling machine by the longitudinal folding wheel set formed by three longitudinal sheaves 2 and the transverse folded wheel set formed by three transverse sheaves 4 to make the oxide skin on the surface Detach after repeated bending; the detached...
Embodiment 2
[0020] Except for the following parameters, other parts of this embodiment are the same as in Embodiment 1: the process conditions of the electrolytic pickling step are that the moving speed of the welding wire to be drawn is 0.5 m / s, the surface current density of the welding wire to be drawn is 350A / d㎡, and the electrolysis The temperature of the liquid is controlled at 25-35°C. The weight ratio of the following components in the electrolyte is 1% sulfuric acid, 2% hydrochloric acid, 5% sodium sulfate, and 0.005% additives. The weight ratio of the following components in the additive is dodecane 80% sodium base benzene sulfonate, 5% alkylphenol polyoxyethylene ether, and the balance is water.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More