Bimetal opening mold for glass mold and preparation method of bimetal opening mold
A glass mould, bimetal technology, applied in glass manufacturing equipment, glass molding, glass blowing, etc., can solve the problems of strict requirements, increased mold cost, cracking of spray welding layer, etc., to achieve resistance to instantaneous thermal shock, Effect of reducing handling strength and resistance to abrasion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
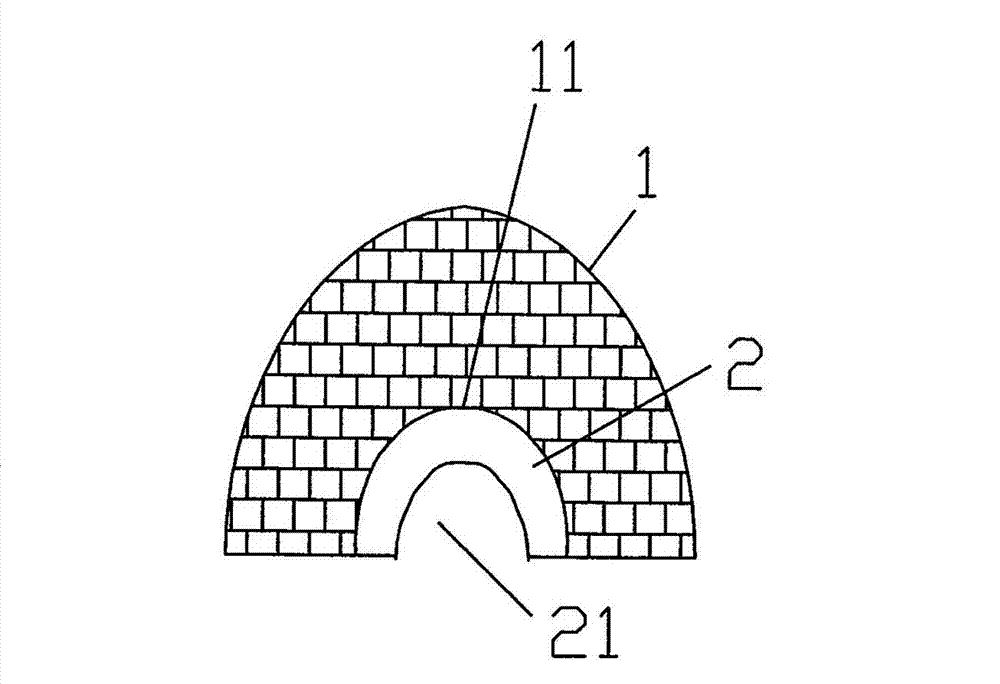
[0027] please see Figure 1 to Figure 3 .
[0028] Take for example the bimetal die for preparing a glass mold in which the thickness ratio of the die base 1 to the nickel-based alloy insert 2 is 8:1, the inner diameter of the nickel-based alloy insert 2 is 42 mm, and the height is 30 mm.
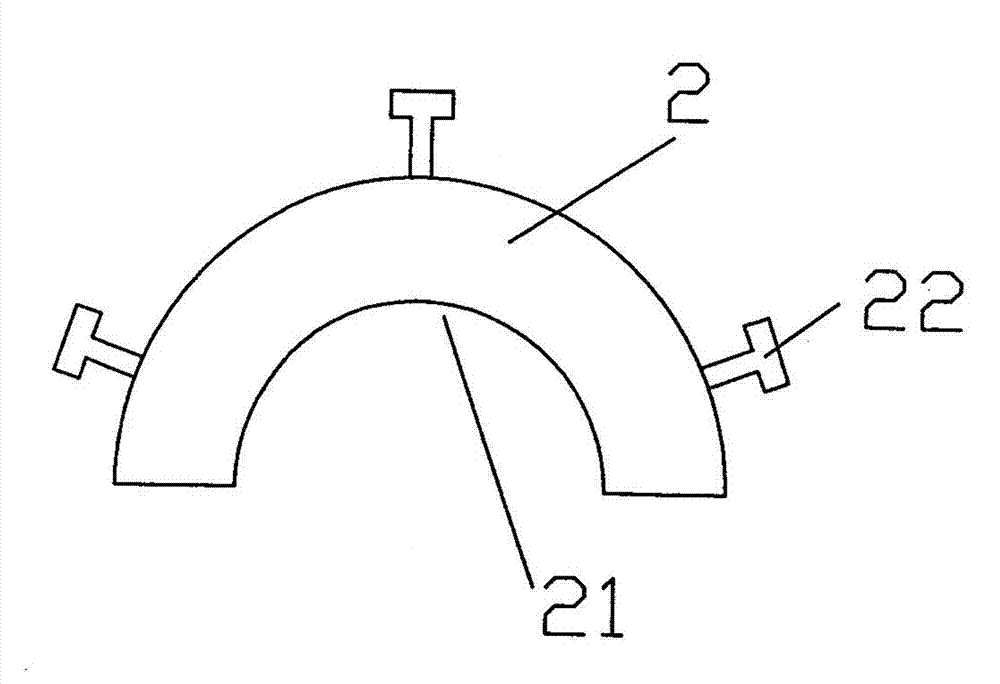
[0029] A) Obtain the nickel-based alloy insert 2, and make the nickel-based alloy insert 2 by precision casting according to the process requirements for the mold used to manufacture glass containers such as red wine bottles, specifically: design a wooden mold of the corresponding size according to the drawing requirements Drawings, casting a precision nickel-based alloy insert 2 with corresponding dimensions, the chemical element composition and mass % of the nickel-based alloy insert 2 are: 0.20% carbon, 3.5% silicon, 0.3% chromium, 0.1% copper, 0.3% vanadium, 1.5% boron, 0.7% iron, and the rest is nickel, obtained by figure 2 As shown, on the side facing away from the nickel bas...
Embodiment 2
[0034] Only change the chemical element composition and mass % of the nickel-based alloy insert 2 in step A) to 0.22% carbon, 2.5% silicon, 0.4% chromium, 0.2% copper, 0.4% vanadium, 2% boron and 0.5% iron, the rest is nickel, change the thickness of the nickel-based alloy insert 2 to 6mm, the length of the tenon 22 to 3mm, change the wiping time to 5min, and then dry it in a drying oven for 45min , the drying temperature is 250°C; change the heating temperature in the intermediate frequency furnace described in step B) to 1320°C, and change the mass % of chemical elements to: 8% aluminum, 8% zinc, 14% Nickel, 0.08% silicon, 0.07% manganese and 1.5% iron, all the other being copper; change the mass percent of the raw materials forming anti-oxidation coating in step C) to: 90 parts of dehydrated alcohol, 5 parts of bauxite and 10 parts of zirconium powder, the preheating temperature is changed to 500°C, and the protective gas is changed to nitrogen; the thickness of the die b...
Embodiment 3
[0036] Only change the chemical element composition and mass % of the nickel-based alloy insert 2 in step A) to 0.18% carbon, 3% silicon, 0.45% chromium, 0.15% copper, 0.45% vanadium, 1.8% boron and 0.9% iron, and the rest is nickel. Change the thickness of the nickel-based alloy insert 2 to 8mm, the length of the tenon 22 to 4mm, change the wiping time to 8min, and the drying time to 30min. The drying temperature is 300°C; change the heating temperature in the intermediate frequency furnace described in step B) to 1310°C, and change the mass % of chemical elements to: 9% aluminum, 9.5% zinc, and 15% nickel , the silicon of 0.06%, the manganese of 0.05% and the iron of 1.2%, all the other are copper; Change the mass percent of the raw material that forms antioxidant coating in step C) into: 88 parts of dehydrated alcohol, 4 parts of bauxite and 8 parts of zirconium powder, the preheating temperature is changed to 650°C; the thickness of die base 1 in step D) is changed to 60...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com