

Welding process for red copper and stainless steel dissimilar materials
A welding process, stainless steel technology, applied in welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve the problems of high welding environment requirements, a large number of pores, and difficult maintenance, and reduce the probability of defect formation. , quality assurance, cost saving effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
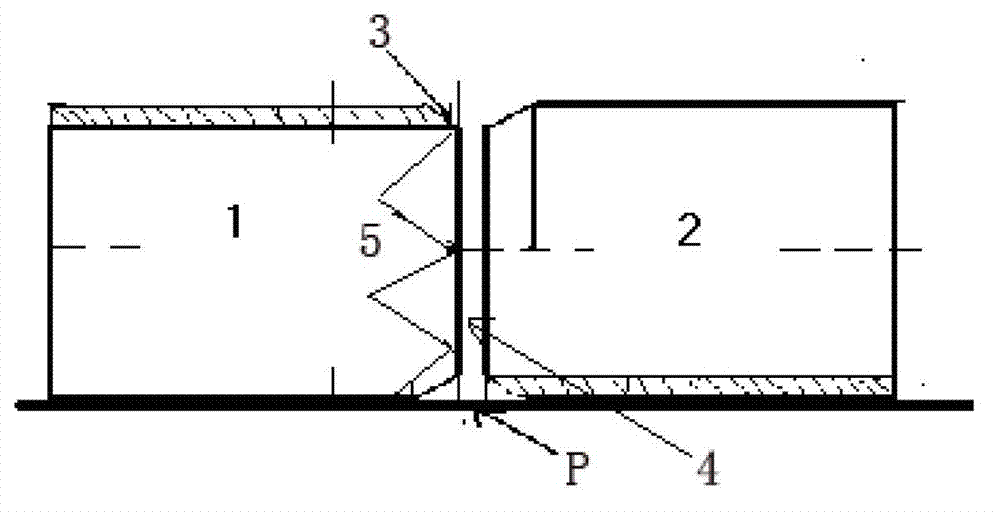
[0031] Compared with stainless steel, red copper has a large thermal conductivity. Red copper is about 390W / M·K, and stainless steel is about 30W / M·K. When the two are welded at the same temperature after butt joint, if the selection process is unreasonable, it will make it difficult for the red copper to fuse , and it is easy to produce cracks or other defects, while stainless steel is easy to overheat to form over-burned structures, resulting in burn-through ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More