

Convex surface vacuum glass welded by using glass welding material in microwave welding manner and provided with strip frame edge sealing and ditch groove edge sealing, and manufacturing method thereof
A technology of vacuum glass and low-temperature glass solder, applied in glass forming, glass reshaping, glass manufacturing equipment, etc., can solve problems such as glass breakage, no convective heat transfer, slow cooling speed, etc., to increase the contact area, Effect of improving transparency and reducing tensile stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
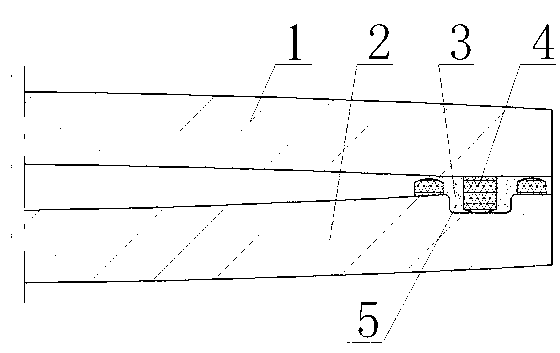
[0066] Embodiment 1: see figure 1 , the vacuum glass is composed of upper and lower pieces of glass, one of which is low-emissivity glass. Set up edge sealing grooves at the welding place, and carry out edge grinding, chamfering, cleaning and drying, and use polyester screen to print low-temperature glass powder paste on the upper and lower glass to make edge sealing strip frames; after the upper and lower glass are combined, the upper glass The edge banding strip frame can be embedded in the edge banding groove of the lower glass; secondly, put the two pieces of glass into the mold, put them in the hot bending furnace, heat up to the softening temperature of the glass at 550-750°C, and rely on the gravity of the glass itself to make the glass A convex surface is formed downwards and lowered to room temperature with the furnace; if the shape of the edge banding strip changes during the sintering process, it can be made smooth by mechanical processing such as turning, grinding,...
Embodiment 2
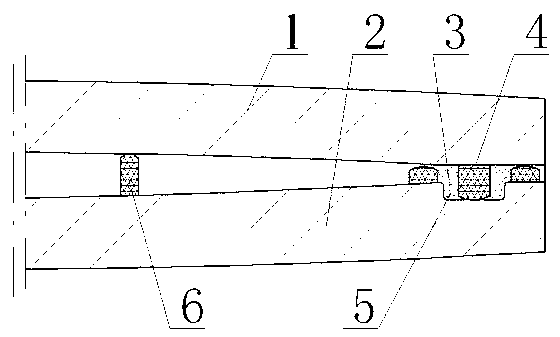
[0069] Example 2: see figure 2 , one of the two pieces of vacuum glass is low-emissivity glass, and the other is tempered glass or half-tempered glass. For radiant glass, edge sealing grooves are set at the peripheral welding of the lower glass, and the edges are ground, chamfered, cleaned, and dried; the low-temperature glass powder paste is sprayed on the upper and lower glass with a spray gun to form an edge sealing strip frame, and the upper and lower glasses are combined. Finally, the edge banding strip frame of the upper glass can be fitted into the edge banding groove of the lower glass; secondly, put the upper glass into the mold, place it in a hot bending furnace, and heat it up to the softening temperature of the glass at 550-750°C, relying on the glass Its own gravity makes the glass downward to form a convex surface, and it is strengthened with the furnace down to room temperature or quenched to room temperature to obtain the upper glass with edge sealing strip fr...
Embodiment 3
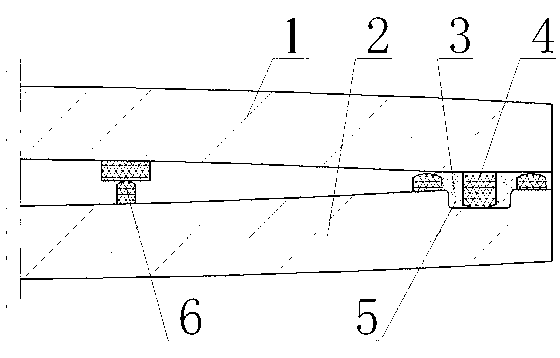
[0074] Embodiment 3: see image 3 , the two pieces of glass of the vacuum glass are tempered glass or semi-tempered glass, one of which is low-emissivity glass, and its production method is as follows: first, a piece of flat glass and a piece of low-emission glass are cut according to the shape and size of the vacuum glass to be produced. , set up edge sealing grooves at the peripheral welding of the lower glass, and perform edge grinding, chamfering, cleaning and drying, use nylon screen to print low-temperature glass powder paste on the upper and lower glass to make edge sealing strips, and combine the upper and lower glass Finally, the edge banding strip frame of the upper glass can be fitted into the edge banding groove of the lower glass; secondly, put the two pieces of glass into two forming molds respectively, the forming mold has an upper mold and a lower mold, and the glass is sandwiched Between the mold and the lower mold, and can apply pressure to close the upper an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More