

Production method for titanium steel titanium composite board diffusion welding
A production method and composite board technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of small production specifications and product specifications of environmental pollution, achieve controllable product specifications, avoid limitations, and overcome the environment big pollution effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
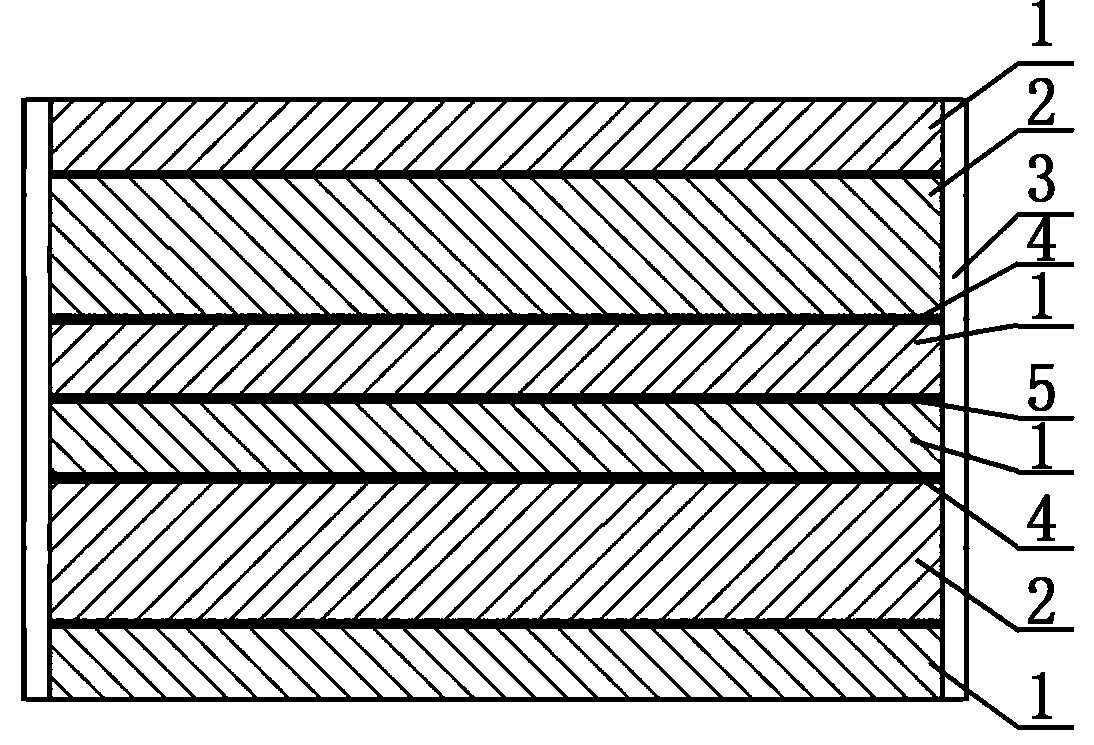
[0022] according to Figure 1~2 The composite slab structure and production method of the present invention are described in detail. The production method of titanium-steel-titanium composite plate diffusion welding includes the following steps: material selection - surface treatment - blank assembly (peripheral spot welding - making sheath - welding conduit - air tightness inspection - vacuuming) - slab pressurization - Diffusion welding - clear jacket - clear spot welding meat.
[0023] It mainly involves the following equipment: shearing machine, grinding machine, argon arc welding machine, air pump, hydraulic press, vacuum pump, diffusion pump, etc.
[0024] Specifically, it includes the following steps:
[0025] 1) Select cladding plate 1 (titanium plate), substrate 2 (steel plate), transition layer 4 (pure iron sheet or pure copper sheet). Cut the steel plate, titanium plate, pure iron sheet or pure copper sheet on the shearing machine according to the process size, a...
Embodiment 2
[0032] The thickness ratio of the titanium plate to the steel plate is 1.5:10; the release agent is a mixture of magnesium oxide powder and talcum powder with a weight ratio of 1.0:0.6. Other steps are with embodiment 1.
Embodiment 3
[0034] The thickness ratio of the titanium plate to the steel plate is 1.2:10; the release agent is a mixture of magnesium oxide powder and talcum powder with a weight ratio of 1.0:1.6. Other steps are with embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More