

Laser treatment method for raising stress corrosion resistance and abrasive resistance of nuclear power 690 alloy
A stress corrosion and laser treatment technology, applied in the field of laser treatment, can solve the problems of cracking, heat transfer tube stress corrosion, fretting wear, etc., and achieve the effect of uniform organization, effective absorption and dense structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
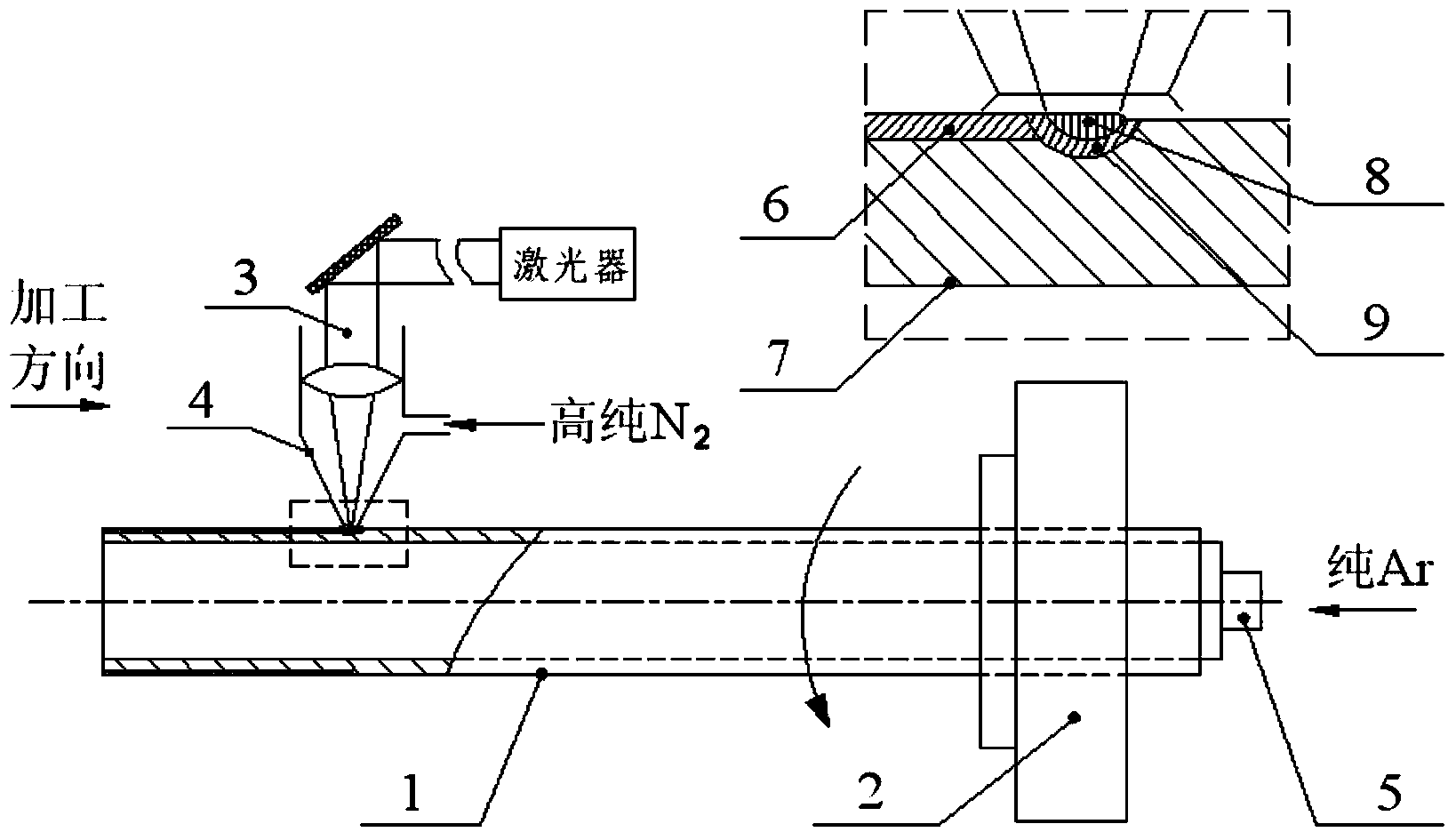
[0028] The laser melting and nitriding process is as follows: select an Inconel690 alloy heat transfer tube (outer diameter is 19 mm, wall thickness is 1.2 mm, length 300 mm), the outer surface 1 of the heat transfer tube is cleaned with alcohol to remove surface impurities, and the heat transfer tube The tube is fixed on the turntable 2 of the machine tool, and the rotation speed of the turntable is set so that the rotation speed of the outer circle of the 690 alloy heat transfer tube reaches 200mm / min. At the same time, a fiber laser with a wavelength of 1070nm is used for surface treatment, and 3 laser heat sources are used for the 690 alloy heat transfer tube. The surface is fused, the laser output power is 300W, the spot diameter after focusing is 0.5mm, and the scanning overlap rate is 20%. The inlet and outlet pressure is 0.5MPa high-purity nitrogen (99.995%), the distance between the nitriding nozzle and the surface of the heat transfer tube is 12mm, and the argon nozzl...
Embodiment 2
[0043] The laser melting and nitriding process is as follows: the pretreatment of melting and nitriding is the same as that in Example 1, and the semiconductor laser with a wavelength of 980nm is used for surface treatment, the output power of the semiconductor laser is 600W, and the linear speed of the outer circle of the heat transfer tube is 500mm / min , the spot diameter is 1.5mm, and the scanning overlap rate is 40%. The nitriding nozzle fixed on the periphery of the laser system sends 25L / min high-purity nitrogen gas (99.995%) to the laser irradiation area. The distance between the nozzle and the surface of the heat transfer tube is The distance is 9mm, the nitrogen outlet pressure is 0.75MPa, and at the same time, 25L / min pure argon (99.95%) is passed into the heat transfer tube through the argon nozzle connected to the inner wall of the heat transfer tube for protection and cooling.
[0044] Part of the sample was cut off, and the average thickness of the fused nitriding...
Embodiment 3
[0050]The laser melting and nitriding process is as follows: the pretreatment of the melting and nitriding is the same as that in Example 1, using a semiconductor laser with a wavelength of 800nm for surface treatment, the laser output power is 1000W, and the outer circle speed of the heat transfer tube is 800mm / min. The diameter of the spot is 3mm, and the scanning overlap rate is 60%. The nozzle fixed on the periphery of the laser system sends 30L / min high-purity nitrogen (99.995%) to the laser irradiation area. The distance between the nozzle and the surface of the heat transfer tube is 5mm. The outlet pressure is 1MPa, and at the same time, 30L / min pure argon (99.95%) is fed into the heat transfer tube through the argon nozzle connected to the inner wall of the heat transfer tube for protection and cooling.
[0051] Part of the sample was cut off, and the thickness of the fused nitriding layer was measured to be about 100 μm by microscope observation, and the hardness of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average thickness | aaaaa | aaaaa |
| The average thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More