Method for manufacturing gradient composite electrode for electrical spark rough machining and electrical spark finish machining for laser solid forming
A technology of laser three-dimensional forming and composite electrodes, which is applied in the direction of electric processing equipment, electrode manufacturing, metal processing equipment, etc., can solve the problems of affecting the processing accuracy of workpieces and reducing processing efficiency, so as to improve processing quality, improve uniformity, and improve balance sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] A Cu-based SiC composite micropowder for an electric discharge tool electrode was prepared according to the following steps in turn:
[0035] a. SiC is made into particles with a particle size of 3um, and the electroless plating solution is made by dissolving 14 mass parts of copper sulfate pentahydrate, 25 mass parts of formaldehyde and 10 mass parts of sodium hydroxide in 1000 mass parts of water, SiC The particles are put into the electroless plating solution for surface electroless copper plating and dried. The mass ratio of SiC particles to electroless plating solution is 1:10 to obtain SiC copper-plated particles; the working temperature of electroless copper plating is 80°C and the time is 3 hours ;
[0036] b. Heating metallic pure Cu to 1150°C to prepare Cu melt;
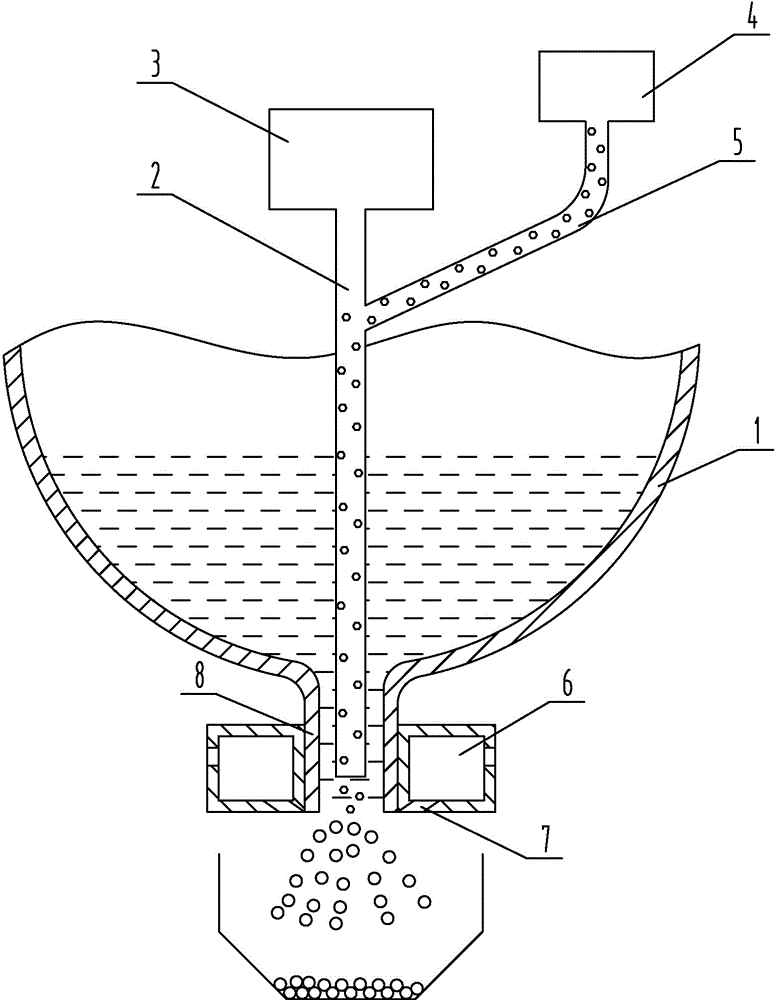
[0037] c. If figure 1 As shown, a conduit 2 is set in the funnel 1, the lower end of the conduit 2 is located at the nozzle 8 at the bottom of the funnel 1, and the upper end is connected to the hi...
Embodiment 2
[0046] The difference between this embodiment and embodiment one is that the particle diameter of the SiC particles in step a is 4um, the mass fraction of copper sulfate pentahydrate in the electroless plating solution is 15 parts, the mass fraction of formaldehyde is 28 parts, hydrogen The mass fraction of sodium oxide is 11 parts; the heating temperature of metallic pure Cu in step b is 1165°C; the gas supply pressure of the gas supply device 6 in step c is 1.3 MPa; the sieve mesh number of the composite micropowder in step d is 125 mesh.
[0047] The slice thickness in step (1) is 0.3 mm; the ultrasonic vibration power in step (2) is 90W, the amplitude is 1.5um; the diameter of the laser beam is 1.5 mm, the laser power is 3.5KW, the scanning speed is 8 mm / s, coaxial The powder feeding amount is 7g / min; in step (3), the beam diameter is 1.5mm, the laser power is 5 KW, the scanning speed is 4mm / s, the laser coaxial powder feeding amount is 7g / min, and the Cu powder diameter is...
Embodiment 3
[0049] The difference between this embodiment and Example 1 is that the particle diameter of the SiC particles in step a is 5um, the mass fraction of copper sulfate pentahydrate in the electroless plating solution is 16 parts, the mass fraction of formaldehyde is 32 parts, hydrogen The mass fraction of sodium oxide is 12 parts; the heating temperature of metallic pure Cu in step b is 1180°C; the gas supply pressure of the gas supply device 6 in step c is 1.4 MPa; the sieve mesh number of the composite micropowder in step d is 150 mesh.
[0050] The slice thickness in step (1) is 0.4mm; the ultrasonic vibration power in step (2) is 100W, the amplitude is 2um; the diameter of the laser beam is 2 mm, the laser power is 4KW, the scanning speed is 9 mm / s, coaxial powder feeding The amount is 8g / min; in step (3), the beam diameter is 2mm, the laser power is 6KW, the scanning speed is 5mm / s, the coaxial powder feeding amount of the laser is 8g / min, the diameter of Cu powder is 80um, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com