

Hot press molding device for carbon fiber enhanced polyether-ether-ketone (PEEK) composite material and technological method thereof
A polyetheretherketone and hot-press forming technology, which is applied in the field of hot-press forming devices for carbon fiber reinforced polyether ether ketone composite plates, can solve the problems of insufficient resin-impregnated fibers, insufficient sample performance, and long molding cycle to achieve temperature rise The effect of time reduction, excellent mechanical properties and thermal stability, and work efficiency improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
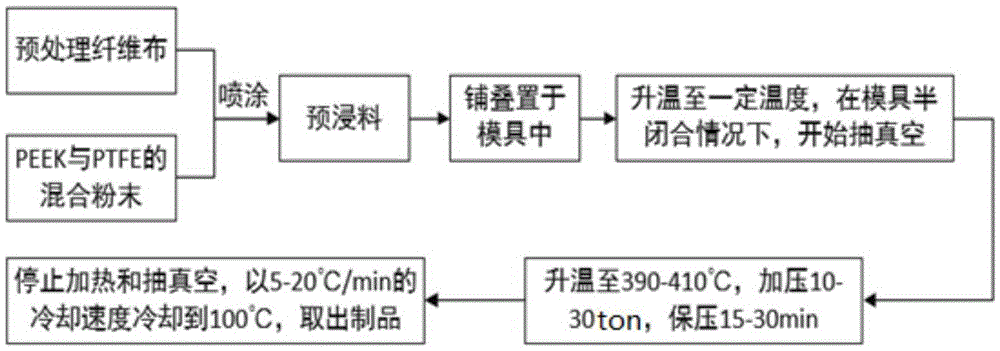
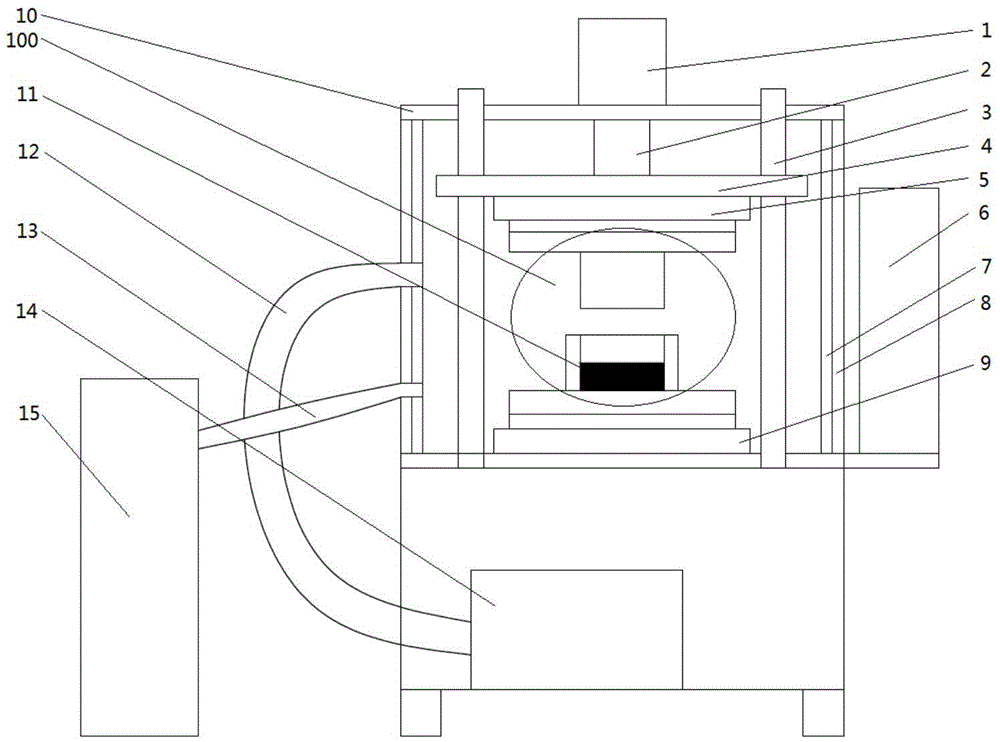
[0051] The prepreg is made of pretreated fiber cloth, polyether ether ketone and PTFE mixed powder through electrostatic powder spraying process, and the resin volume content reaches about 50%. After cleaning the mold 100 and applying a high-temperature release agent, put 6 pieces of square prepreg 11 with an area of 140mmX140mm into the detachable lower die 105; Start vacuuming in a tight state, so that the absolute vacuum degree in the vacuum cover 7, 8, and 10 reaches below 1KPa; raise the temperature of the mold 10 to 390°C, and the hydraulic press drives the upper punch 104 to move down, and the pre-press in the lower die 105 Apply a pressure of 20 tons to the dipping material and keep it warm for 15 minutes; stop heating and vacuuming, cool to 100°C at a cooling rate of 5°C / min, take out the product, and complete the molding.
Embodiment 2
[0053] The prepreg is made of pretreated fiber cloth, polyether ether ketone and PTFE mixed powder through electrostatic powder spraying process, and the resin volume content reaches about 55%. After cleaning the mold 100 and applying a high-temperature release agent, put 7 pieces of square prepregs 11 with an area of 140mmX140mm into the detachable lower die 105; Start vacuuming in a tight state, so that the absolute vacuum in the vacuum covers 7, 8, and 10 reaches below 1KPa; the temperature of the mold 10 is raised to 400°C, and the hydraulic press drives the upper punch 104 to move down, and the pre-press in the lower die 105 Apply a pressure of 25 tons to the dipping material and keep it warm for 25 minutes; stop heating and vacuuming, cool to 100°C at a cooling rate of 10°C / min, take out the product, and complete the molding.
Embodiment 3
[0055] The pretreated fiber cloth, polyether ether ketone and PTFE mixed powder are made into prepreg through electrostatic powder spraying process, and the resin volume content reaches about 60%. After cleaning the mold 100 and applying a high-temperature release agent, put 8 pieces of square prepregs 11 with an area of 140mmX140mm into the detachable lower die 105; Start vacuuming in a tight state, so that the absolute vacuum degree in the vacuum cover 7, 8, and 10 reaches below 1KPa; raise the temperature of the mold 10 to 410°C, and the hydraulic press drives the upper punch 104 to move down, and the pre-press in the lower die 105 Apply a pressure of 30 tons to the impregnated material and keep it warm for 30 minutes; stop heating and vacuuming, cool to 100°C at a cooling rate of 15°C / min, take out the product, and complete the molding.
PUM
| Property | Measurement | Unit |
|---|---|---|
| boiling point | aaaaa | aaaaa |
| thermal resistance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More