

Friction welding heating method by using laser
A laser heating and friction welding technology, which is applied in the field of friction welding, can solve the problems of difficult control of the heating area, softening of the heat-affected zone, and the workpiece is not suitable for friction welding, etc., and achieves production efficiency, green environmental protection, expanded content and types, and rich content and the effect of kind
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0030] Specific embodiment one: present embodiment is carried out as follows:
[0031] 1. The end face of the pipe fittings to be welded is deoxidized and dirt-treated until the surface of the workpiece reveals the true color of the metal.
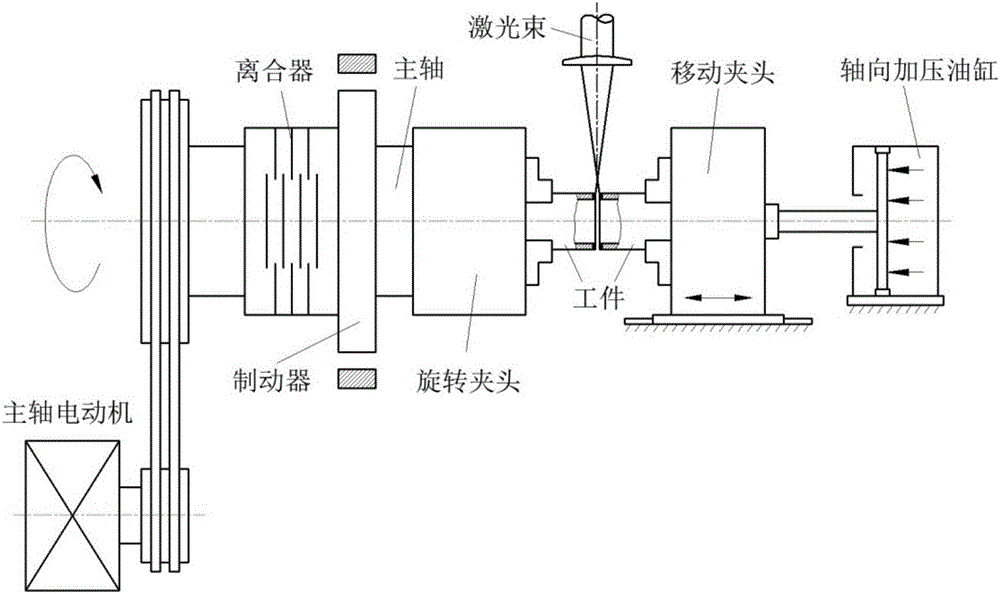
[0032] 2. If figure 1 , firmly install the workpiece to be welded on the chuck, reserve a gap of 1mm between the end faces of workpiece 1 and workpiece 2 to be welded, turn on the power to rotate workpiece 1 at a rotation speed of 500r / min, and check the concentricity and roundness of the workpiece .
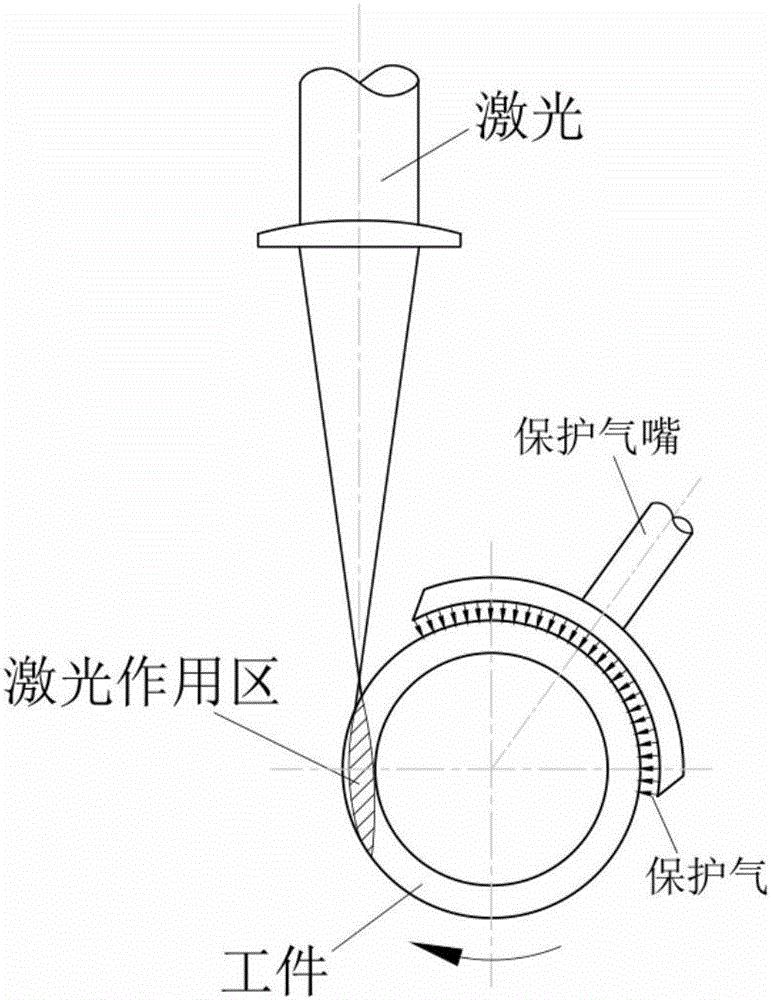
[0033] 3. If figure 2 , the beam deflection angle (the angle between the laser beam and the workpiece end face) is set to 20°, and the spot size is 0.5mm 2 ~40mm 2 Between, the laser power is 1000W. Such as image 3 , adjust the laser action position near the tangent line of the ring, set up argon gas protection in the welding area, the gas flow rate is 30L / min, and the gas protection range is 150° in the angular direction.
[0034...
specific Embodiment approach 2
[0036] Specific embodiment 2: The difference between this embodiment and specific embodiment 1 is that the laser spot shape can be multi-spot, rectangular spot, arc-shaped spot, etc. in addition to circular, such as Figure 4 , other steps and parameters are the same as those in Embodiment 1.
specific Embodiment approach 3
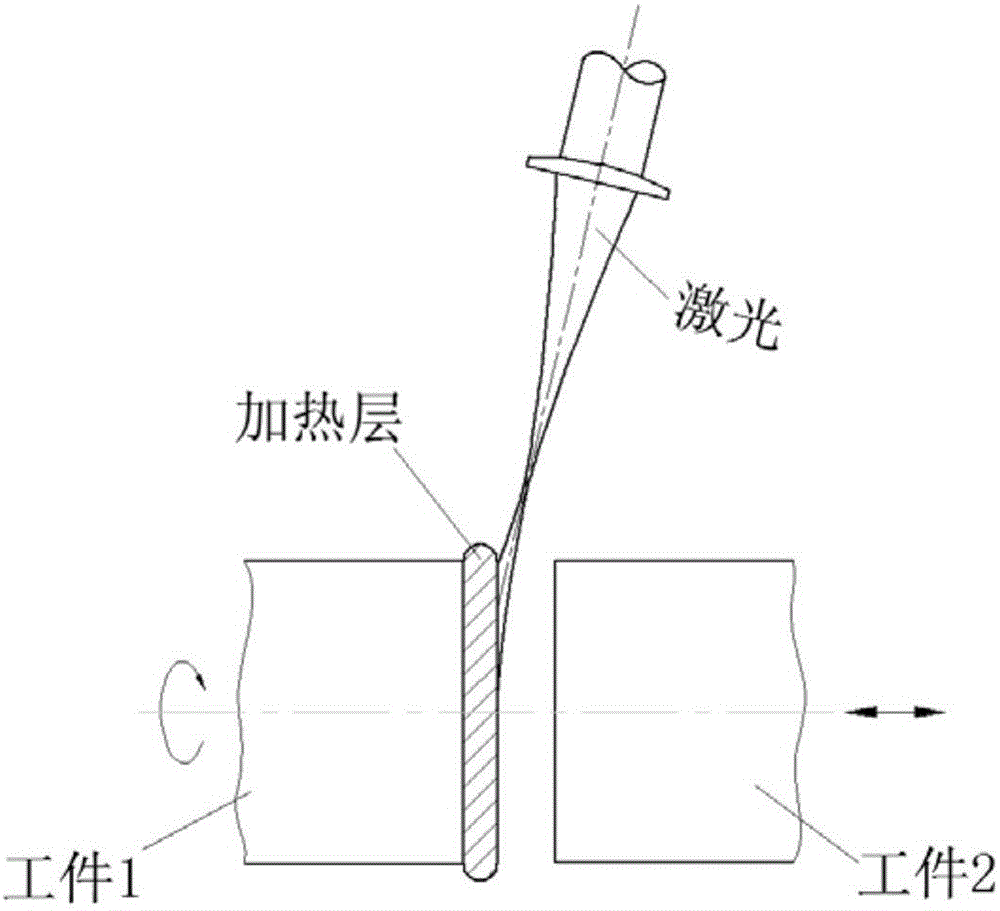
[0037] Embodiment 3: The difference between this embodiment and Embodiment 1 is that a beam of laser heats two workpieces 1 and 2 with opposite rotation directions at the same time, such as Figure 5 , other steps and parameters are the same as those in Embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More