Quick film removing and firm tin soldering grouping method for soft-packed lithium battery with low resistance, low heat and large over-current
A soft-pack lithium battery and tin brazing technology, applied in battery pack parts, circuits, electrical components, etc., can solve the problems of laser head loss, high replacement rate, can not withstand repeated bumps, and affect over-power, etc. The effect of increasing cost and flight weight, avoiding system errors, and ensuring flight safety
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
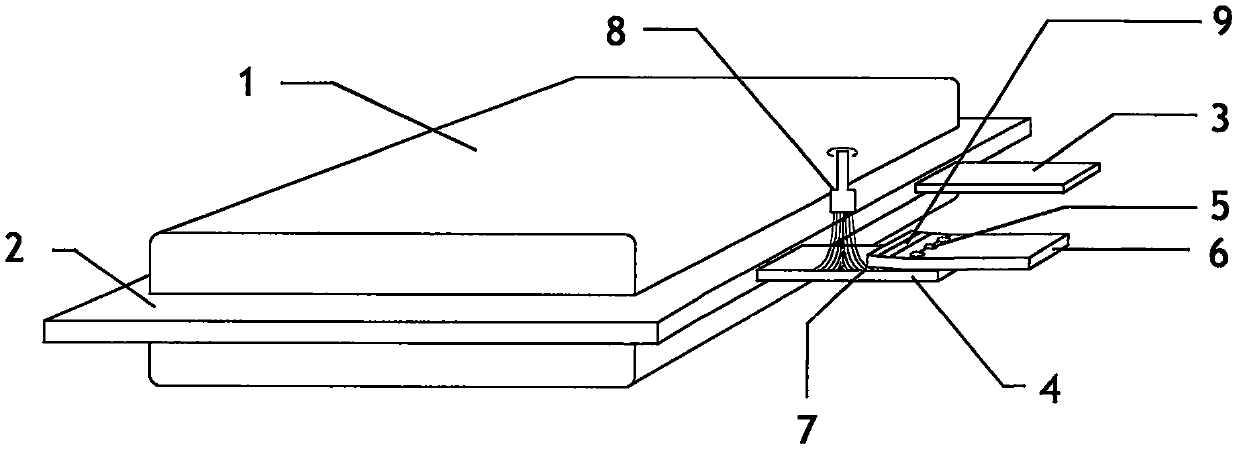
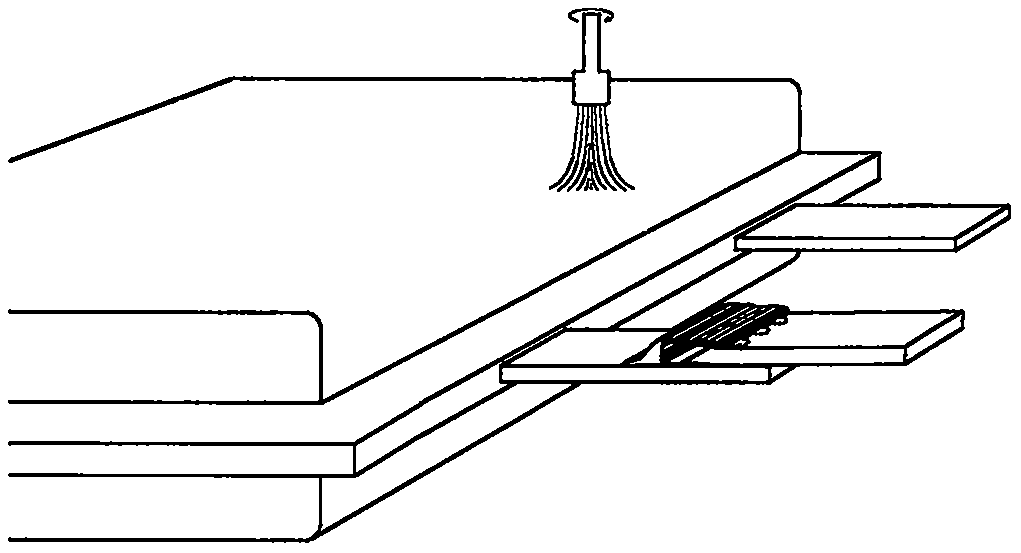
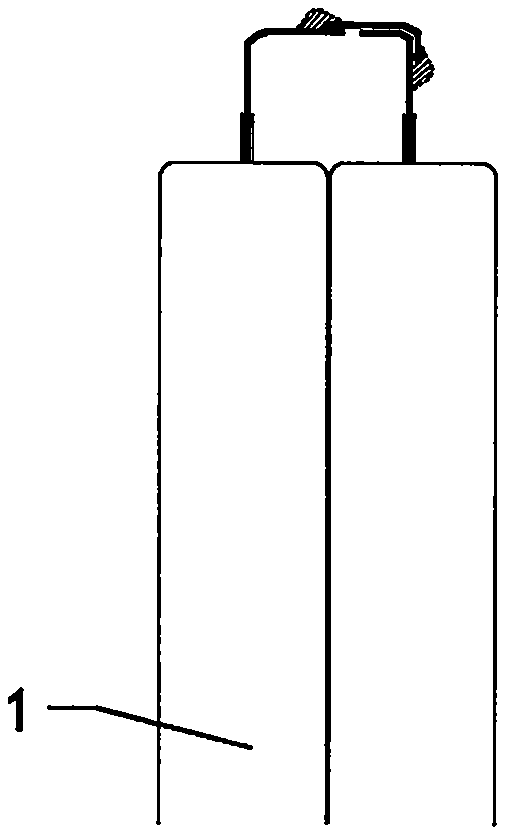
[0017] From simple to complex, we first introduce pre-fastening by traditional spot welding and hot pressing. See figure 1 , there is a pressing edge 2 around the soft package monomer 1, a negative electrode sheet 3 and a positive electrode aluminum sheet 4 at the front end, and the positive electrode aluminum sheet 4 only needs a few "points", and the solder joint 5 can pre-tighten the adapter sheet 6. Slightly raised micro-slits 7 are naturally formed. Use a rotating wire brush head 8 to polish the aluminum surface at the joint—including the micro-slits 7, to remove the aluminum oxide surface layer, and brush the nickel surface 9 of the adapter piece by the way.
[0018]Immediately afterwards, you can use the soldering aluminum solder wire containing flux, and the tin brazing of the two can be quickly completed by the soldering iron tip. See figur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



