Deposition method for cobalt-based gradient high-temperature wear-resistant anti-friction coating through laser-plasma composite energy field
A high-temperature wear-resistant and anti-friction coating technology, applied in the direction of coating, metal material coating process, etc., can solve the problems of reduced coating compactness and wear resistance, low bonding strength, and failure to reach theoretical life, etc. Achieve the effect of improving density and bonding force, improving high temperature performance and extending service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
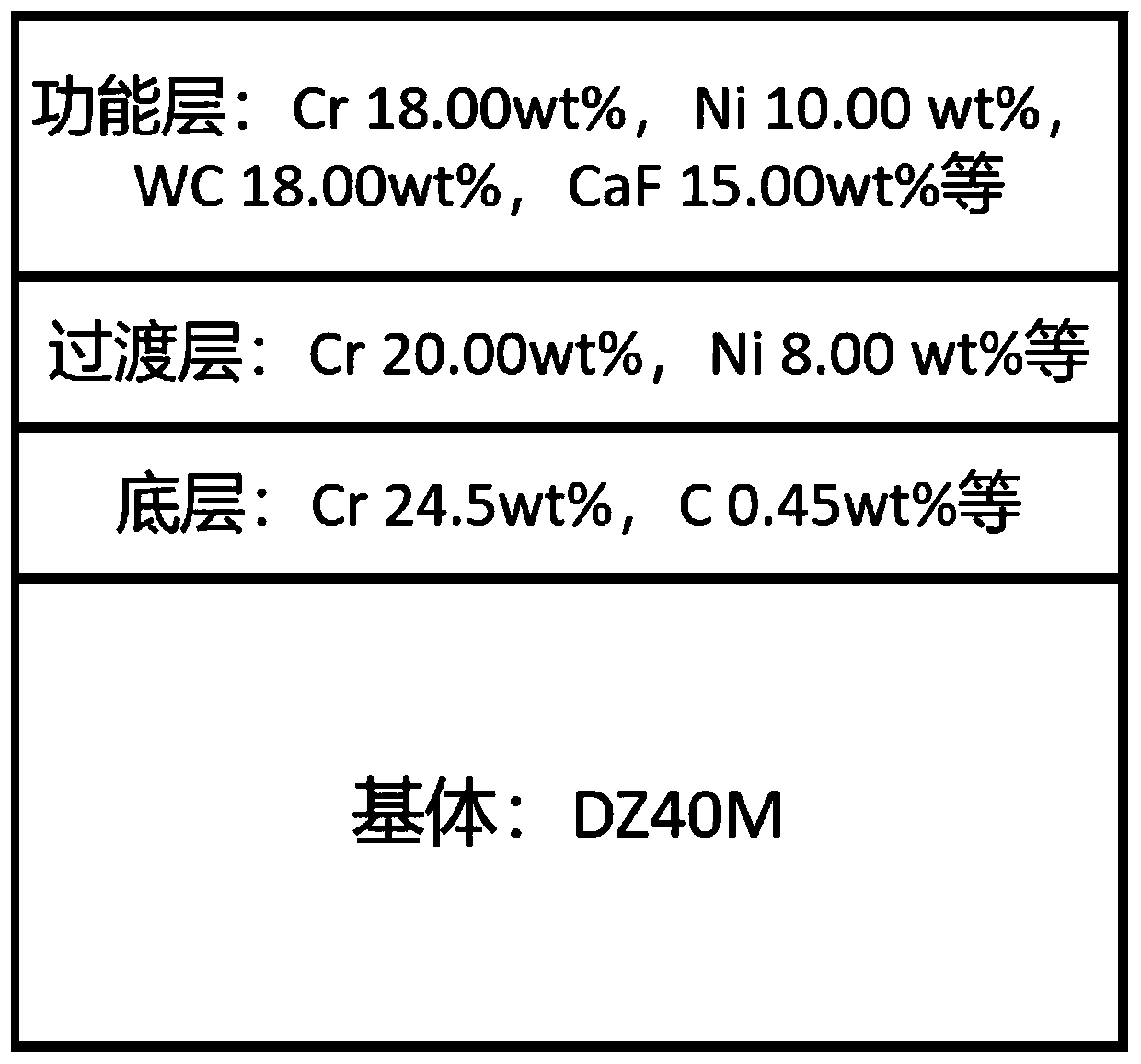
[0022] (1) Base material DZ40M, specification: 100mm*20mm*2mm, sandblasting to remove surface oil and increase roughness, after passing the inspection, install it on the fixture. The bottom layer powder: Cr 22.50wt%, C 0.45wt%, Ni 10.50wt%, W7.00wt%, Mo 0.20wt%, Fe 1.50wt%, Si 0.50wt%, Co balance; intermediate transition layer powder: Cr18. 00wt%, Ni 8.00wt%, Fe 1.20wt%, C 0.08wt%, WC7.00wt%, Co balance; surface functional layer powder composition: Cr 16.00wt%, Ni 10.00wt%, Fe 1.00wt%, WC 18.00 wt%, CaF 15.00wt%, and the balance of Co are put into corresponding powder feeding bins respectively.
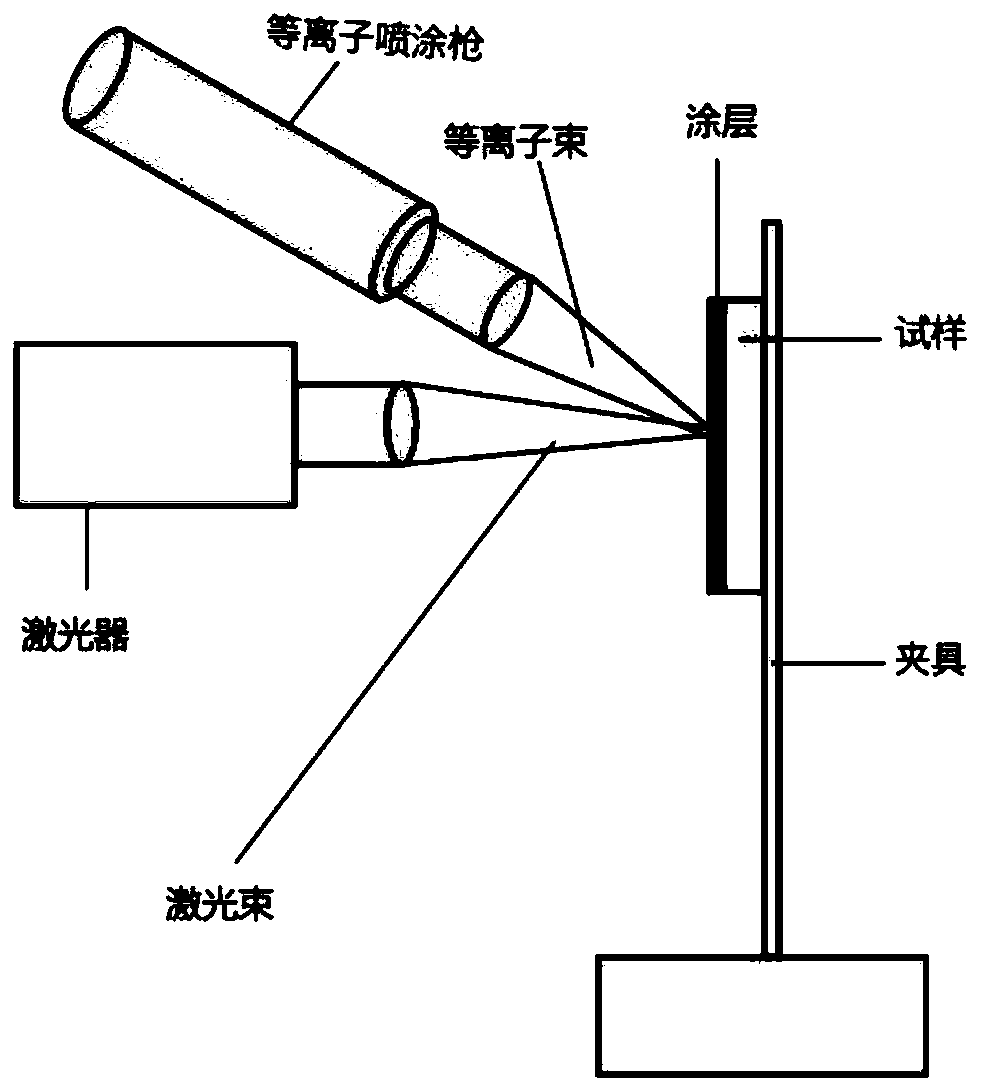
[0023] (2) Device preparation: adjust the position of the device so that the laser beam is 90°-100° to the surface of the part, the plasma spraying beam is 70°-90° to the surface of the part, the plasma beam and the powder beam are coaxial, and the plasma beam and the laser Beam recombination acts on common areas of the part surface. Set up the path execution program for the kinemat...
Embodiment 2
[0028] (1) Base material GH605, specification: 100mm*20mm*2mm, sandblasting to remove surface oil and increase roughness, after passing the inspection, install it on the fixture. The bottom layer powder: Cr 19.00wt%, C 0.10wt%, Ni 9.00wt%, W10.00wt%, Mo 0.40wt%, Fe 2.00wt%, Si 0.20wt%, Co balance. Intermediate transition layer powder: Cr 18.00wt%, Ni 8.00wt%, Fe 1.50wt%, C 0.08wt%, Si 0.10wt%, WC 8.00wt%, Co balance. Powder composition of surface functional layer: Cr 16.00wt%, Ni 8.00wt%, Fe 1.00wt%, WC 15.00wt%, CaF 12.00wt%, Co balance. Load them into the corresponding powder feeding bins respectively.
[0029] (2) Device preparation: adjust the position of the device so that the laser beam is 90°-100° to the surface of the part, the plasma spraying beam is 70°-90° to the surface of the part, the plasma beam and the powder beam are coaxial, and the plasma beam and the laser Beam recombination acts on common areas of the part surface. Set up the path execution program for ...
Embodiment 3
[0034] (1) Base material GH5188, specification: 100mm*20mm*2mm, sandblasting to remove surface oil and increase roughness, after passing the inspection, install it on the fixture. The bottom layer powder: Cr 20.00wt%, C 0.10wt%, Ni 14.00wt%, Fe2.00wt%, Si 0.20wt%, Co balance; intermediate transition layer powder: Cr 18.00wt%, Ni 12.00wt%, Fe1. 00wt%, C 0.08wt%, Si 0.10wt%, WC 8.00wt%, Co balance; surface functional layer powder composition: Cr14.00wt%, Ni 10.00wt%, Fe 1.00wt%, WC 12.00wt%, CaF 10.00 wt%, Co balance. Load them into the corresponding powder feeding bins respectively.
[0035] (2) Device preparation: adjust the position of the device so that the laser beam is 90°-100° to the surface of the part, the plasma spraying beam is 70°-90° to the surface of the part, the plasma beam and the powder beam are coaxial, and the plasma beam and the laser Beam recombination acts on common areas of the part surface. Set up the path execution program for the kinematic structure...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap