

Tungsten electrode argon arc welding process control method and system, computer equipment and application
A technology of argon tungsten arc welding and process control, which is applied in the direction of arc welding equipment, welding equipment, metal processing equipment, etc., which can solve the random and uncertain process control, uncoordinated process parameters, and beautiful weld shape Poor quality and other problems, to achieve the effect of improving system integrity, fully controllable parameters, and facilitating process adjustment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
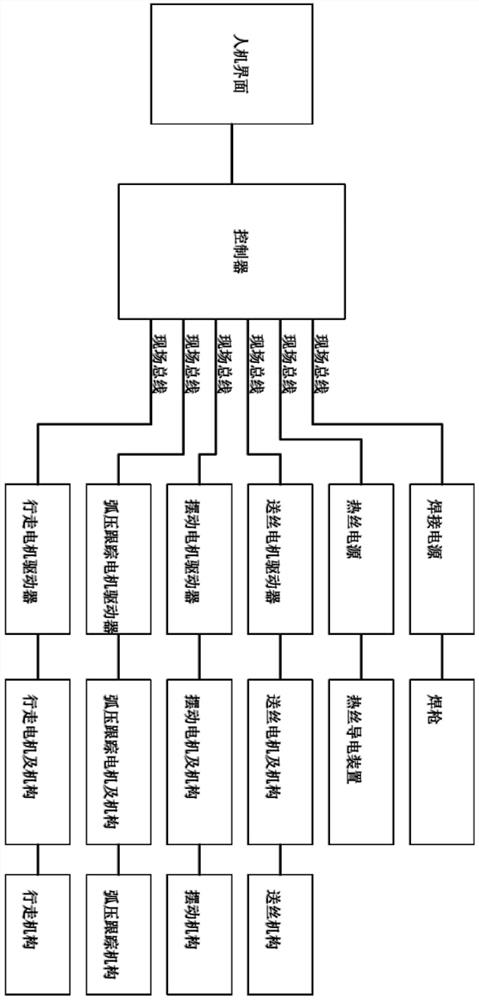
[0103] Embodiment: The controller adopts Beckhoff brand based computer controller CX5140, with EtherCAT bus interface, swing motor driver, AVC motor driver, walking motor driver, wire feeding motor driver adopts Maxon motor driver EPOS4_50 / 5, with EtherCAT bus interface, motor It adopts RE35 DC motor with encoder, and the welding power supply adopts EWM brand argon arc welding machine Tetrix552, which has a devicenet bus interface. The hot wire power supply adopts EWM brand hot wire power supply Tetrix180, which has an analog interface; the controller is connected to the motor driver through the EtherCAT bus. It is connected to the welding power supply through the EtherCAT bus to debicenet bus, and connected to the hot wire power supply through the EtherCAT bus to analog. The display is connected to the controller through the HDMI interface. For connections, see Figure 4 .
[0104] Process experiment data table:
[0105]
[0106]
[0107] It should be noted that the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More