

Method for in-situ generation of Ti7Al5Si12 reinforced brazing seam from foamed titanium
An in-situ generation, foamed titanium technology, applied in metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problems of large residual stress, poor wettability, and large difference in thermal expansion coefficient, and achieve reduced residual stress and thermal expansion. The effect of reducing the coefficient and reducing the thermal expansion coefficient difference
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] A method for in-situ generation of Ti7Al5Si12 reinforced aluminum-based brazing seam from titanium foam, the specific steps are as follows:
[0050] Step 1, select aluminum-based solder, the main component of the solder is Al-Si alloy, and the shape is powder, paste, foil, strip or ring;
[0051] Step 2, carry out DSC test on the aluminum-based solder, and measure its liquidus as T;
[0052] Step 3, prepare the base metal, titanium foam and brazing material before welding;
[0053] Step 4, pre-weld assembly in a furnace;
[0054] Step 5, vacuumize, set the welding temperature and holding time, set or not set the pressure, and start welding;
[0055] Step 6, cooling with the furnace to complete the welding.
[0056] In step 1, preferably, the mass fraction of Si element in the aluminum-based solder is 8-20%, and the balance is Al and a small amount of other alloying elements.
[0057] In step 2, the liquidus temperature T ≥ 550°C obtained by the DSC test.
[0058] I...
Embodiment 2
[0076] A method for in-situ generation of Ti7Al5Si12 reinforced aluminum-based brazing seam from titanium foam, the specific steps are as follows:
[0077] Step 1, select aluminum-based solder, the main component of the solder is Al-Si alloy, and the shape is powder, paste, foil, strip or ring;
[0078] Step 2, carry out DSC test on the aluminum-based solder, and measure its liquidus as T;
[0079] Step 3, prepare the base metal, titanium foam and brazing material before welding;
[0080] Step 4, pre-weld assembly in a furnace;
[0081] Step 5, vacuumize, set the welding temperature and holding time, set or not set the pressure, and start welding;
[0082] Step 6, cooling with the furnace to complete the welding.
[0083] In step 1, preferably, the mass fraction of Si element in the aluminum-based solder is 12-14%, and the balance is Al and a small amount of other alloying elements.
[0084] In step 2, the liquidus temperature T ≥ 550°C obtained by the DSC test.
[0085] ...
Embodiment 3
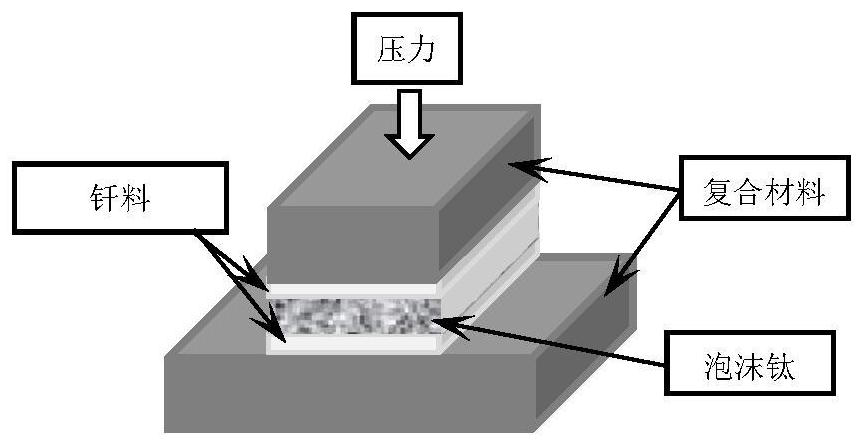
[0101] Example 3. Prepare Al-Si10.5-Mg0.1 powder solder, according to figure 1 Assembly drawing shown for 70% SiC p / Al composite material sample, AlSiMg solder and foamed titanium were assembled, the welding temperature was 700 °C, the holding time was 1 h, and the welding pressure was 10 MPa.
[0102] Specific steps: use Al, Si, Mg pure metal powder, prepare brazing filler metal according to the ratio of Al-Si10.5-Mg0.1, and prepare brazing filler metal after stirring, ball milling and drying; cut the foamed titanium into small pieces, The surface of the composite material to be welded is ground with a water mill, and then the surface of the sample to be welded that has been roughly ground is finely ground with 280, 400 and 600 sandpapers in turn. The samples were ultrasonically cleaned with absolute ethanol, and then dried in cold air for use; press figure 1 Fill the prepared powder brazing filler metal and foam titanium between the surfaces of the samples to be welded, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More