

Austempering/marquenching powder metal parts
a technology of metal parts and marquenching powder, which is applied in the field of austempering/marquenching powder metal parts, can solve the problems of reducing bending fatigue strength, limited use, and lowering wear resistance, and achieves the effect of high performance powder and medium to high density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
first embodiment
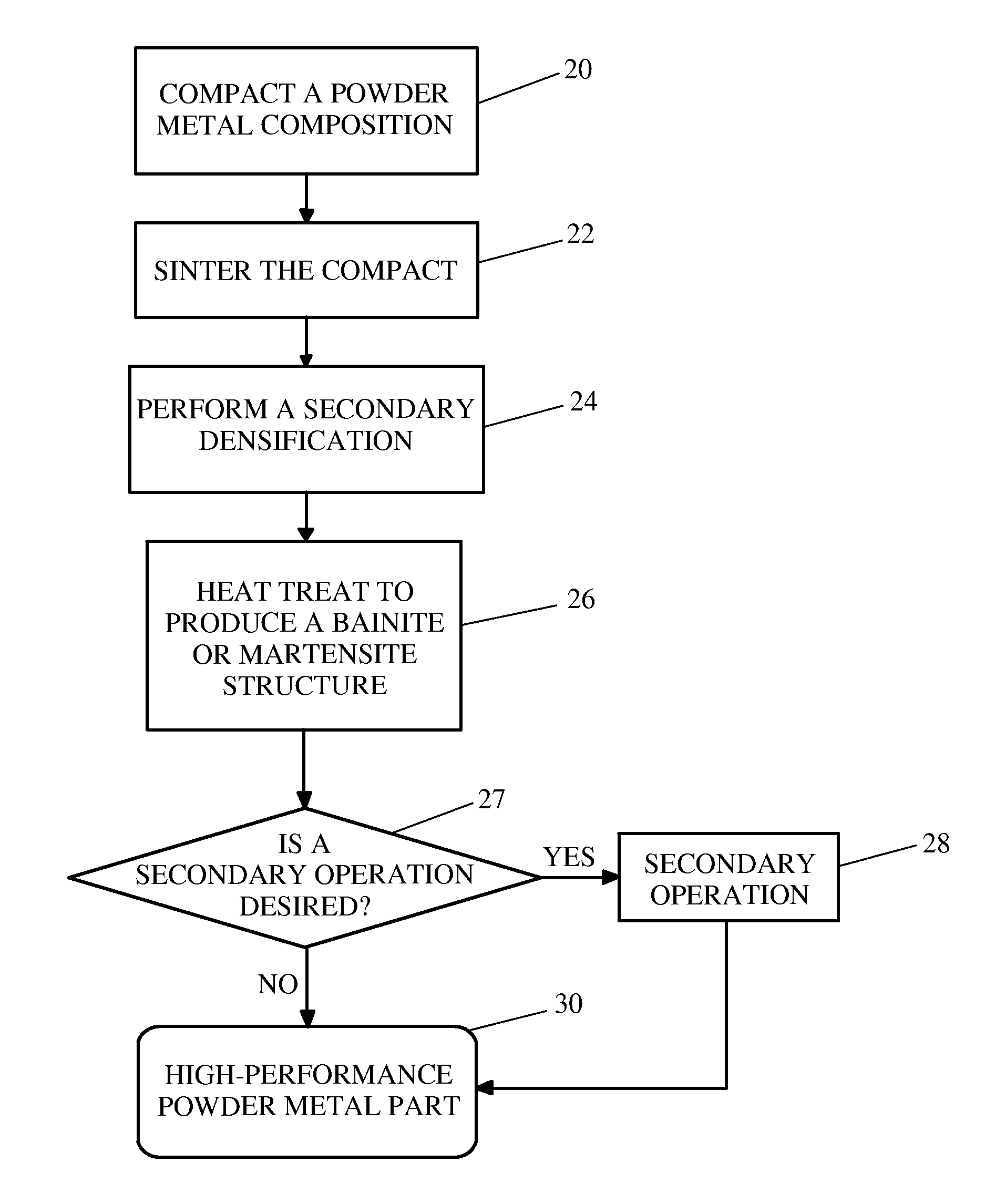
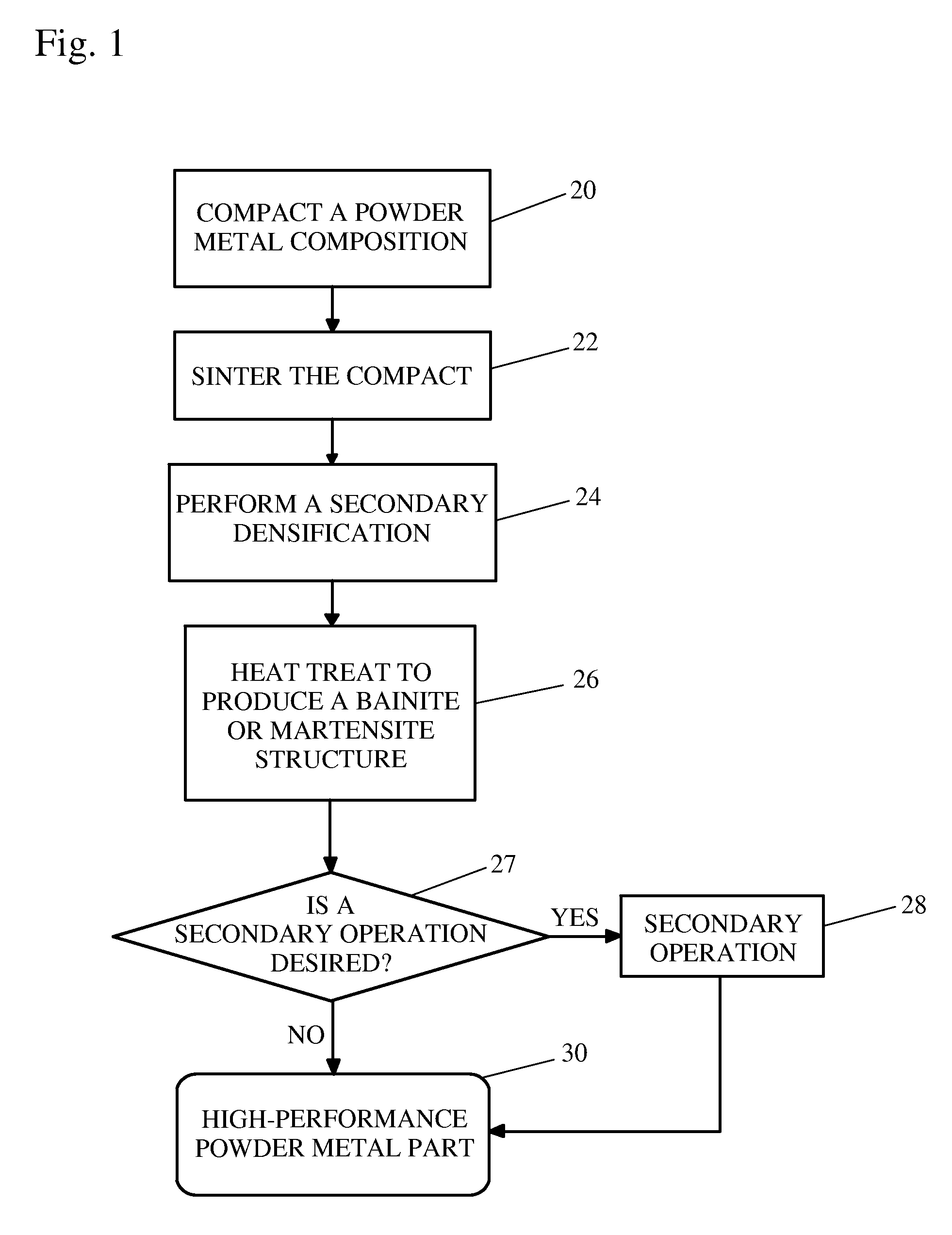
[0037]FIG. 1 shows a method of manufacturing a high-performance powder metal part. A powder metal composition is compacted (20) at a desired pressure to a desired green density. A preferred pressure range is 25 to 65 TSI, and a preferred green density range is 6.4 to 7.4 g / cc. The compaction occurs in the desired shape, or substantially in the desired shape for the final part to be produced. Many powder metal compositions may be used in conjunction with the embodied methods, and their equivalents, disclosed herein. One such preferred powder metal composition has a chemical composition as listed in Table 1. It should be readily understood that other powder metal compositions may be used with the embodied methodologies disclosed herein.
TABLE 1ElementPercentage by Weight (wt %)Cu0-2.0wt %C0.15-0.9wt %Mo0.5-2.0wt %Ni0.5-4.5wt %Cr0-4.0wt %Mn0-1.5wt %Si0-1.5wt %Febalance
[0038] After the powder metal composition is compacted (20), the green compact is sintered (22) at a desired temperature...
second embodiment
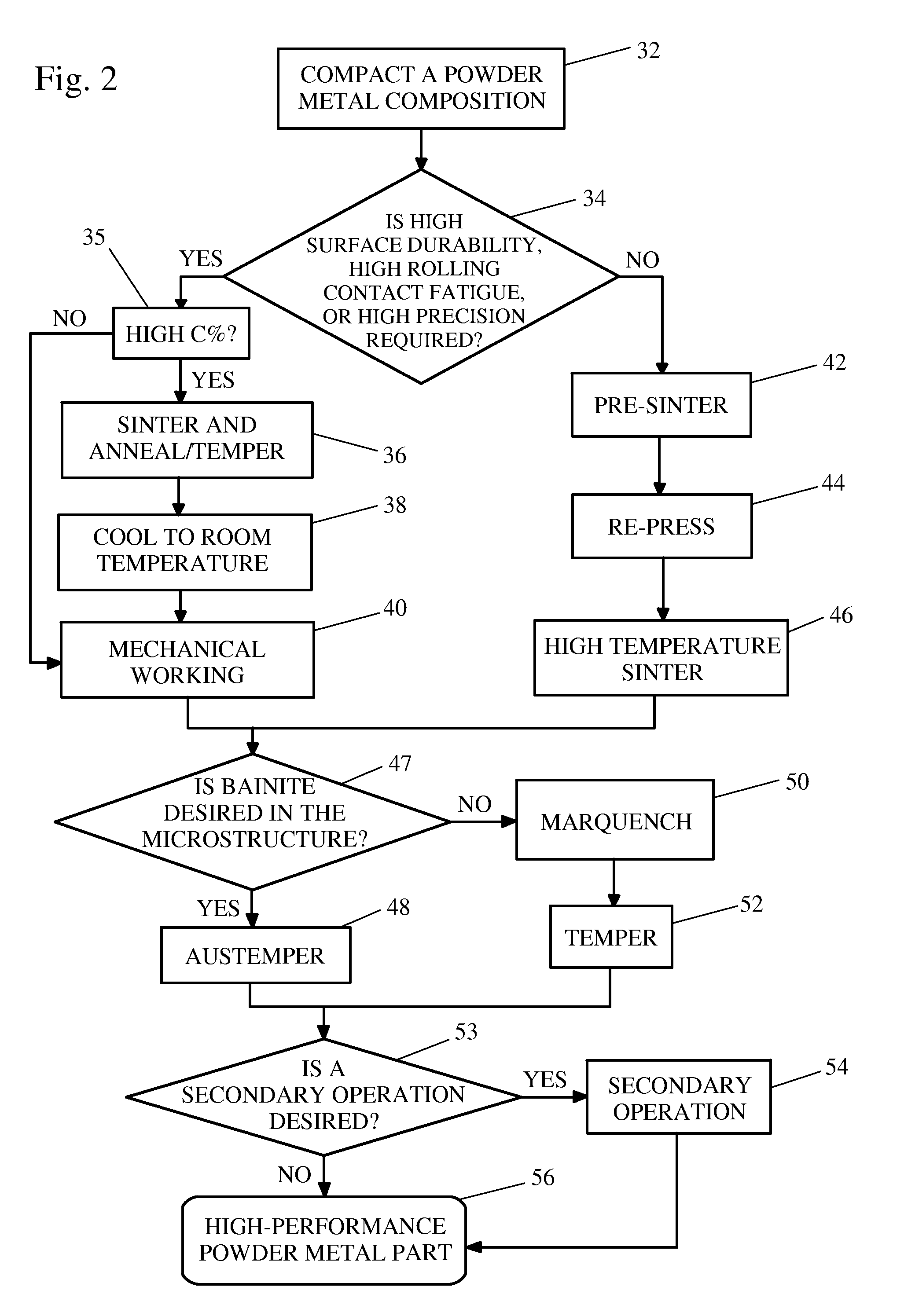
[0039]FIG. 2 shows a method of manufacturing a high-performance powder metal part. First, the powder metal composition is compacted (32) at a desired pressure to a desired green density. The next steps depend on whether or not a high surface durability, high rolling contact fatigue, or high precision is required (34) in the final product. If at least one of these features is required and the metal composition has a high carbon percentage (35), the composition is sintered and annealed / tempered (36), cooled to room temperature (38), and mechanically worked (40). If the powder composition is a low-carbon composition, the substeps of sintering and annealing / tempering (36) and cooling (38) are not necessary and the compact may be directly mechanically worked (40). The part may also be directly worked after sintering to increase the surface density. If none of the final product features is required, the composition is pre-sintered (42), re-pressed (44), and high-temperature sintered (46) ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| green density | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More