

Rotary pouring manufacture method of AZ91D magnesium alloy semisolid slurry
A technology of semi-solid slurry and rotary casting, which is applied in the field of metal material forming, and can solve the problems of short life of mixing chamber and stirring rod, easy pollution of semi-solid alloy slurry, low production efficiency of mechanical stirring method, etc., and achieves compact structure, Fine grain structure and strong practical effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] The invention is a slurry preparation process of AZ91D magnesium alloy, the chemical composition (mass fraction, %) of the alloy is: Al-8.920, Zn-0.617, Mn-0.208, Si-0.023, Fe-0.002, Cu-0.001, Be -0.001, Ni-0.001, the rest is Mg. The alloy has a liquidus temperature of 595°C and a solidus temperature of 470°C. The specific process is as follows:
[0022] (1) Melt the AZ91D magnesium alloy at a high temperature of 710°C in a melting furnace and refine it for 1 hour; then cool the AZ91D magnesium alloy melt to a pouring temperature of 630°C and keep it warm for 15 minutes to make the temperature and chemical composition of the AZ91D magnesium alloy melt uniform change.
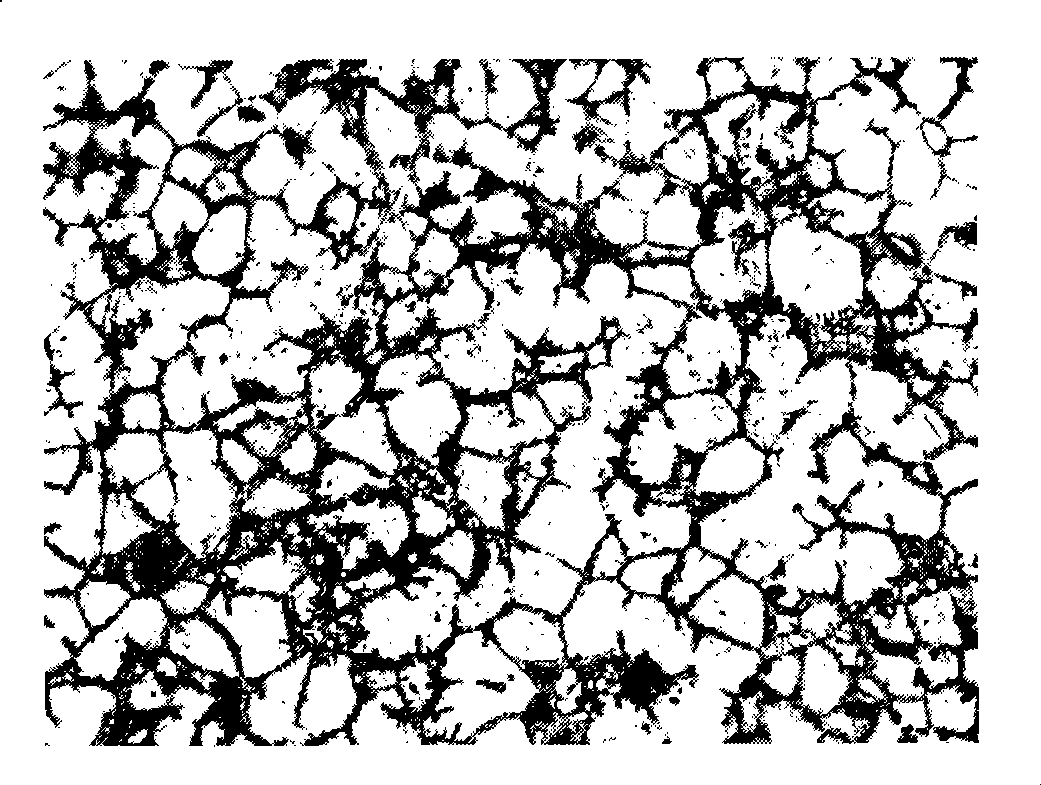
[0023] (2) Rotary pouring: first, the preheating temperature of the rotary pouring tube is 60°C, the rotational speed of the rotary pouring tube is 0r / min, and the inclination angle of the rotary pouring tube is 25 degrees, and the above-mentioned AZ91D magnesium alloy melt is poured into the rotary cas...
Embodiment 2
[0026] The magnesium alloy described in Example 1.
[0027] (1) Melt the AZ91D magnesium alloy at a high temperature of 710°C in a melting furnace and refine it for 1 hour; then cool the AZ91D magnesium alloy melt to a pouring temperature of 630°C and keep it warm for 15 minutes to make the temperature and chemical composition of the AZ91D magnesium alloy melt uniform change.
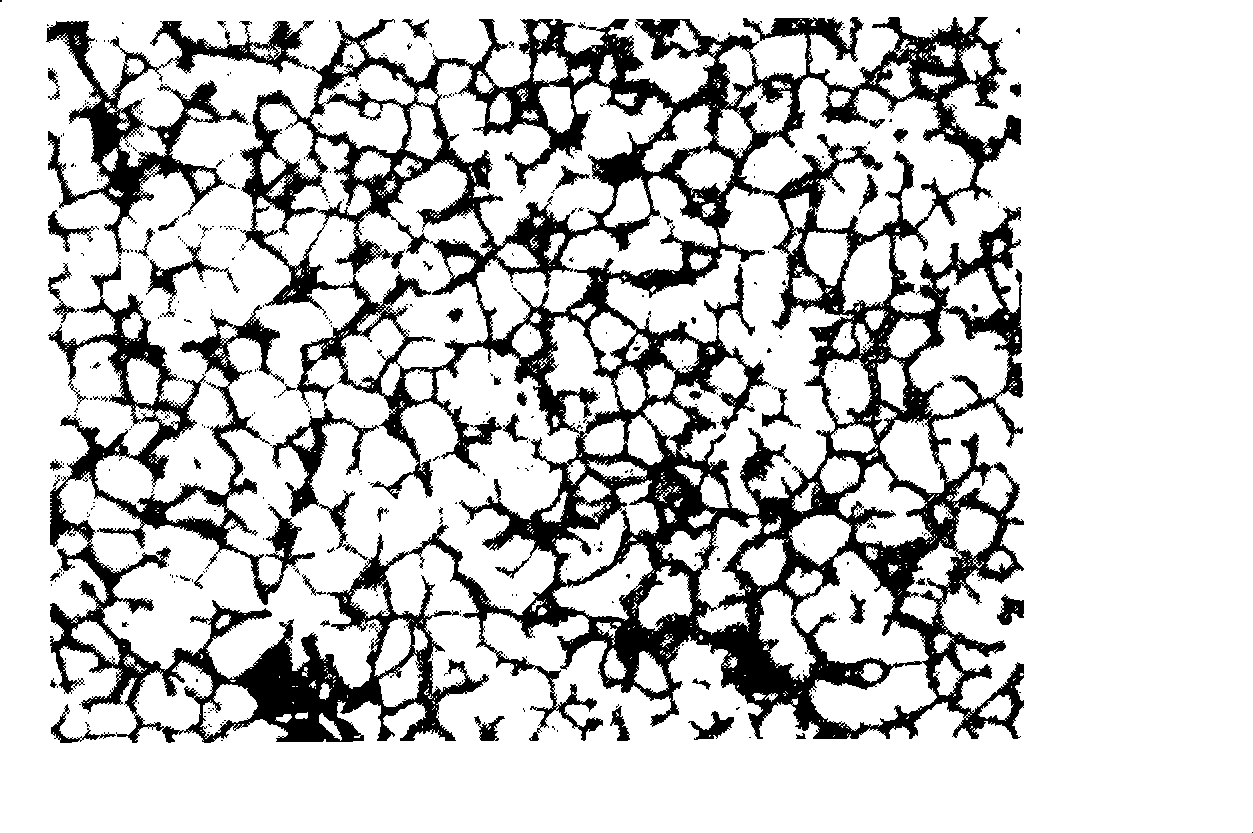
[0028] (2) Rotary casting: first, the preheating temperature of the rotary casting tube is 60°C, the rotating speed of the rotary casting tube is 75r / min, and the inclination angle of the rotary casting tube is 30 degrees, and the above-mentioned AZ91D magnesium alloy melt is poured into the rotary casting tube through the guide tube .
[0029] (3) The crystallizer was preheated to a temperature of 475°C, and the AZ91D magnesium alloy melt flowed into the crystallization furnace, and kept for 8 minutes.
Embodiment 3
[0031] The magnesium alloy described in Example 1.
[0032] (1) Melt the AZ91D magnesium alloy at a high temperature of 710°C in a melting furnace and refine it for 1 hour; then cool the AZ91D magnesium alloy melt to a pouring temperature of 635°C and keep it warm for 15 minutes to make the temperature and chemical composition of the AZ91D magnesium alloy melt uniform change.
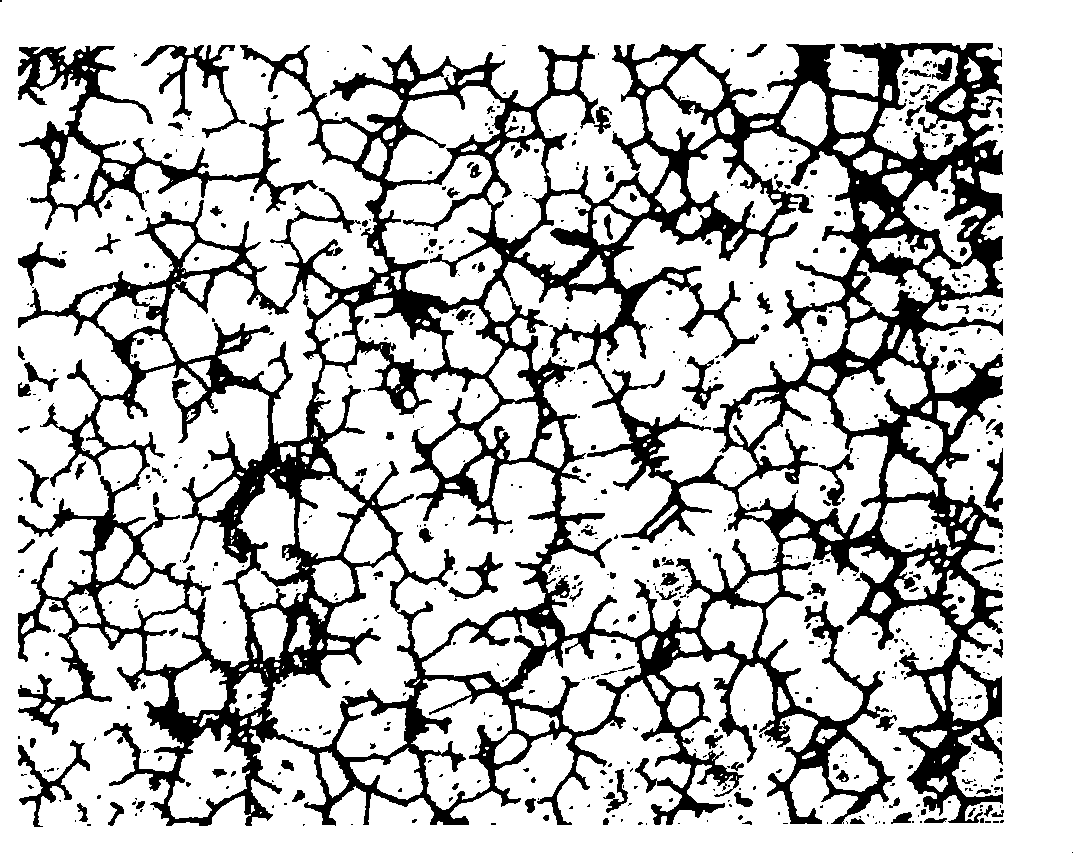
[0033] (2) Rotary pouring: first, the preheating temperature of the rotary pouring tube is 60°C, the rotational speed of the rotary pouring tube is 45r / min, and the inclination angle of the rotary pouring tube is 20 degrees, and the above alloy melt is poured into the rotary pouring tube through the guide tube.
[0034] (3) The crystallizer was preheated to a temperature of 480°C, and the AZ91D magnesium alloy melt flowed into the crystallization furnace, and kept warm for 6 minutes. Example 4.
[0035] The magnesium alloy described in Example 1.
[0036] (1) Melt the AZ91D magnesium alloy at a high ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| liquidus temperature | aaaaa | aaaaa |
| solidus temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More