
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Welding method for composite cavity sheets of high-power coupled-cavity traveling-wave tube
A welding method and composite cavity technology, applied in welding equipment, welding/welding/cutting items, non-electric welding equipment, etc., can solve problems such as slowness, surface contamination of parts, and difficulty in filling solder grooves and parts gaps with solder
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] 1, a kind of welding method of the composite cavity sheet of high-power coupling cavity traveling wave tube, it is characterized in that, it comprises the following steps:
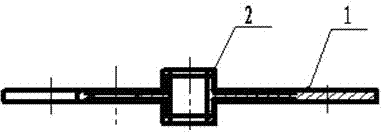
[0037] a. Cleaning of pure iron large cavity sheet (1):
[0038] The specific steps are: take the pure iron cavity sheet (1) and soak it with trichlorethylene for 30 minutes, then take it out and put it into an ultrasonic instrument and ultrasonically clean it in an alkali cleaning solution for 30 minutes, rinse it with tap water, take it out and soak it in 50% hydrochloric acid 3 minutes, after rinsing, immerse in ethanol for dehydration, and then dry it to realize the cleaning of pure iron cavity sheet (1);
[0039] b. Cleaning of the oxygen-free copper cavity ring (2):
[0040] The specific steps are: take the oxygen-free copper cavity ring (2) and put it into an ultrasonic instrument and ultrasonically clean it in an alkaline cleaning solution for 30 minutes, then take it out and polish it wit...
Embodiment 2
[0051] A welding method for a composite cavity sheet of a high-power coupling cavity traveling wave tube, comprising the following steps:
[0052] a. Cleaning of pure iron large cavity sheet (1):
[0053] The specific steps are: take the pure iron cavity sheet (1) and soak it with trichlorethylene for 60 minutes, then take it out and put it into an ultrasonic instrument and ultrasonically clean it in an alkali cleaning solution for 60 minutes, rinse it with tap water, take it out and soak it in 60% hydrochloric acid 5 minutes, after rinsing, immerse in ethanol for dehydration, and then perform drying treatment to realize the cleaning of pure iron cavity sheet (1);
[0054] b. Cleaning of the oxygen-free copper cavity ring (2):
[0055] The specific steps are: take the oxygen-free copper cavity ring (2) and put it into an ultrasonic instrument to ultrasonically clean it in an alkaline cleaning solution for 60 minutes, then take it out and polish it with a nitric acid polishin...
Embodiment 3
[0065] Embodiment 3 performance test
[0066] Take the composite cavity sheet prepared in Example 1 of the present invention and assemble the slow wave line, and then use a Varian leak detector to detect leaks on the slow wave line combination. The experimental results show that the leak rate is less than 1×10 -11 Pa.m 3 / s.
[0067] In addition, the slow wave line equipped with the composite cavity plate provided by the present invention is assembled to a high-power coupling cavity traveling wave tube. The experimental test results show that the working ratio of the coupling cavity traveling wave tube is 8%, and the pulse output power is 50kW. A very good technical effect.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com